
- Инструкции стъпка по стъпка за фиксирано огъване на тръби
- Създаване на ръчен модел на валяк
- Необходими материали и инструменти
- Процесът на изработване на тръбен огъвач
- За профилна тръба
- С централна ролка
- С чупеща се рамка
- Обикновено огъване на тръби
- За кръгла тръба
- От заместник
- Импровизиран валяк
- От жак
- Тип арбалет
- Изработване на огъвачка за тръби за арбалет
- Ръчен огъвач на тръби за профилиране на тръби със собствените си ръце
- Необходими материали и инструменти
- Чертежи
- Стъпки за сглобяване
- Как да си направим огъващ се охлюв?
- Необходими материали и инструменти
- Процес на сглобяване на огъвачката за охлюви
- Характеристики на технологията
- Какви материали и конструктивни детайли са необходими
Фиксиран тръбен огъвач стъпка по стъпка
Ако възнамерявате да направите собствена оранжерия от стоманени тръби, ще трябва да се сдобиете не просто с обикновен огъвач на тръби, а с надежден продукт. При този подход ще трябва да огънете десетки секционни тръби. За изчистен и красив дизайн на оранжерията трябва да използвате стационарен огъвач на тръби.
Преди да започнете изработката на оранжерията, се уверете, че разполагате с подходящия инструмент за огъване на профила. За конструирането на стационарен огъвач на тръби са необходими следните елементи
- бар за 25;
- 6 лагера;
- канал.
Ще ви е необходим и заваръчен апарат, за да свържете всички компоненти. Инструкции стъпка по стъпка за изработване на на стационарен огъвач на тръби е следният:
- Лагерите са заварени към основата (канала) и са свързани помежду си с вал под формата на стоманена тръба с подходящ диаметър.
- За да се гарантира, че валът не е твърде близо до основата, лагерите трябва да бъдат заварени на 5 cm парчета правоъгълна тръба.
- За да се направи модул, при който може да се регулира радиусът на огъване, основата трябва да се направи от два канала, свързани с пердета, както се вижда на снимката по-горе.
- Два вала с лагери са разположени на една и съща височина, а третият (централният) е заварен с правоъгълна тръба, по-висока с 15-20 cm.
- Към горната част на вала трябва да се завари допълнителна тръба, към която ще се прикрепи дръжката. Този вал ще се задвижва от мускулната сила.
- Дръжката се заварява към горната част на вала, след което полученият продукт може да се тества за функционалност.
При монтаж на профилна тръба с всякакъв размер радиусът на крайното огъване трябва да се регулира. Това може да стане с помощта на повдигач, поставен под основата, на която е закрепен един от валовете. След като желаният радиус на огъване е настроен, манивелата се завърта. Резултатът е качествено огънати тръби. Предимството на огъвачката на тръби е възможността за огъване на материали с всякакви размери и диаметри.
Недостатъкът му е, че може да се използва само на едно място.
Важно е обаче да се разбере, че такова устройство може да се използва за всякакви цели. За производството на такова устройство ще са необходими инвестиции в размер на не повече от 500 рубли. Трябва да се купят само 6 лагера; всички останали компоненти могат да се намерят в дома на всеки занаятчия.
Всичко, което трябва да закупите, са 6 лагера, а всички останали компоненти са на разположение на всеки занаятчия.
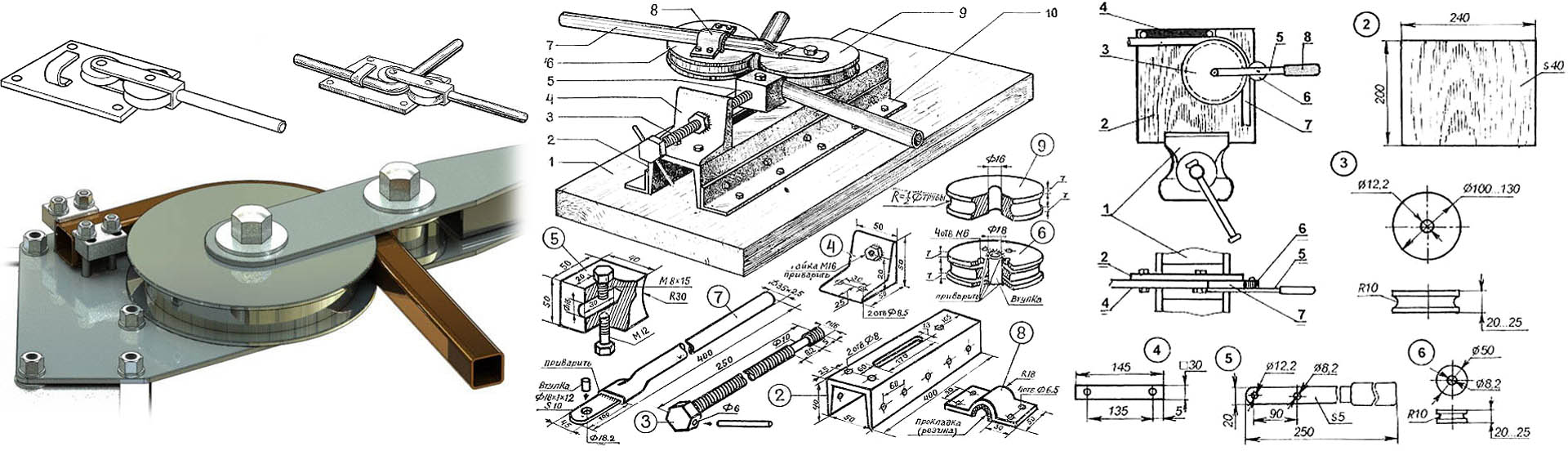
Изработване на ръчен модел на валяк
Ръчният огъвач на тръби се изработва ръчно, като се използват само стоманени части, без да са необходими специални механични приспособления. Това устройство е предназначено за локално огъване на тръбата. За деформиране на профила се използва директна ръчна сила, така че огъвачът на тръби трябва да бъде оборудван с дълго и силно рамо.
По-долу ще бъде разгледан процесът на изработване на двуролкова огъваща машина за тръби, прикрепена към носеща рамка. Размерите на инструментите могат да варират в зависимост от изискванията и материалите.
Необходими материали и инструменти
Деформирането на тръби е трудоемък процес, който изисква добри и издръжливи материали, в противен случай вместо профила може да се огъне самият работен инструмент.
За изработването на механичен ръчен радиален огъвач на тръби ще ви е необходимо:
- Заваръчна машина.
- Два валяка, изработени от здрава стомана (напр. клас 1045), които са предварително струговани. Диаметърът на по-големия е 100 mm, а на по-малкия - 60 mm. И двете са с дебелина 35 мм и имат външен радиус на кухината 0,5".
- Стоманена тръба с диаметър поне 1,5" и дебела стена (минимум 3 мм). Той ще служи като лост, затова минималната му дължина е 1,5 метра.
- Четири стоманени ленти с размери 15 x 6 cm и дебелина 4-5 mm, които да държат основата на тръбоогъвачката в клещи, да поддържат тръбата и да правят дръжката. Ще ви трябват и 20-25 см стоманена плоча с ширина 60 мм и дебелина 3 мм.
- Два болта: един с диаметър 0,75" и дължина 60 мм за големия валяк и втори с диаметър 0,5" и дължина 40 мм за малкия валяк.
- Стоманена плоча с размери 300 mm x 300 mm и минимална дебелина 3 mm.
- Стойка.
По време на работата може да са необходими и други общи домакински инструменти: чук, триони, шкурка, линийка и др. Горепосочените ролки са проектирани изключително за тръби с диаметър 1", но чрез премахване на вдлъбнатината по периферията може да се получи универсален инструмент за огъване на метални профили.
Процесът на изработване на тръбен огъвач
Когато всички необходими части и инструменти са събрани на едно място, можете да пристъпите директно към изработката на огъвачка за тръби:
- Изгответе чертеж, показващ разположението на основните елементи.
- Проверете дали отворите в ролките са съвместими с диаметъра на болтовете.
- Пробийте по два отвора от 0,5" и 0,75" в двете метални плочи. Разстоянието между осите на отворите трябва да бъде точно 80 mm (сумата от радиусите на двете колелца).
- Направете отвор в центъра на основната рамка с диаметър 0,75". Вкарайте в него подходящ болт, без да стърчи отзад. Заварете болта към металната плоча.
- Вземете пробити метални пластини с размери 15x6 cm, болт 0,5", по-малък валяк, стоманена лента с размери 35 mm x 60 mm и ги заварете в U-образна конструкция, като първо поставите болта с монтирания валяк в съответните отвори.
- Заварете краищата на болтовете към металните ленти. По този начин се получава прашка с по-голям диаметър на отвора по-близо до отворения ръб.
- Заварете тръбата на дръжката към основата на прашката.
- Заварете опорна лента за тръбата върху металната основа. Разстоянието от линията на пръта до оста на централния болт трябва да бъде равно на радиуса на голямата ролка плюс 0,5".
- Заварете шина с размери 15 x 6 cm в долната част на рамката, за да я закрепите в клещи.
- Поставете голямата ролка в прашката, поставете конструкцията върху централния болт и завийте гайка отгоре.
- Затегнете огъвачката на тръби в клещи и извършете първите тестове.
Важни детайли за изработката:
Слабите места на цялата конструкция са заваръчните шевове, затова трябва да се внимава много при изработката на огъвачката на тръби.
За профилни тръби
Профилните тръби често се използват за сглобяване на рамки за оранжерии, беседки, порти и вратички, навеси и много други.
Ето защо собственикът на гаража или градината рано или късно се сблъсква с въпроса как да огъва профилирана тръба у дома.
За да помогнете да се стигне до огъвачката на тръби.
Готовите решения обаче струват много пари. Затова най-добрият вариант е да го направите със собствените си ръце.










За изработването на такова устройство са необходими следните инструменти:
- Ъглошлайф, на популярен език - шлайф;
- Пробийте с комплект свредла за метал;
- Заваръчна машина, за предпочитане домашен инвертор за електроди;
- Комплект гаечни ключове или муфи.
Преди да започнете работа, трябва да съставите чертеж на бъдещата огъваща машина, така че всички части да си пасват.
Основните компоненти на домашния огъвач на тръби са следните:
- Рамка, заварена от стоманен канал или I-образна греда с минимална дебелина 4 mm;
- Валове на ролки;
- Самите ролки;
- Зъбни колела за свързване на верижна предавка;
- Верига за задвижване от стар велосипед или зъбно колело;
- Винт, който спуска ролката под налягане;
- Ръкохватки за натискане на винта и за въртене на вала - куха стоманена тръба или масивен прът;
- Различни аксесоари: гайки, болтове, шайби, щифтове.
Веднага трябва да кажем, че ако нямате ролки и валове, не можете да ги направите сами без струг. В краен случай съществуващите метални пръти могат да бъдат нарязани по размер и шлифовани. Барабаните с вътрешен отвор могат да се използват като ролки.
С централна ролка
Последователността за сглобяване на домашно изработен огъвач на тръби с централна притискаща ролка е следната:
- Нарежете канал или I-образна греда на парчета с подходящ размер с помощта на шлайфмашина. Заварявайте ги точка по точка и след това, когато рамката е готова, заварявайте по цялата дължина. След това, от естетическа гледна точка, можете да шлифовате шевовете с шлифовъчен диск.
- Осигурете крака от парчета от същия канал или отвори за закрепване на болтове, които ще ви позволят да закрепите машината към работната маса.
- Пробийте дупки за валовете. Освен това използвайте бормашина и струг, за да направите прорези във вертикалната част на рамката. Те задържат вала на притискащата ролка нагоре и надолу. Поставете валовете с монтираните ролки в отворите и ги закрепете с щифтове.
- Връзката с резба между стеблото на ролката под налягане и рамката на щората се прави с помощта на струг или метчик. Не забравяйте, че резбите с голям диаметър се навиват много трудно. Задължително използвайте отработено масло или друга евтина грес при резбонарязване.
- Внимателно обработете външната страна на валовете от двете страни, за да може да се поставят зъбните колела. Веригата трябва да има лека хлабина, ако е прекалено стегната, ще е необходима допълнителна сила, за да се преодолее съпротивлението.
- Прикрепете лост към един от валовете - използвайте същата ключалка като тази за зъбните колела, за да го закрепите. Ако искате да прикрепите лоста към вала, пробийте дупка и изрежете вътрешна резба. След като болтът бъде завит, лостът ще бъде обезопасен, а чрез отвиване на болта лостът винаги може да бъде свален за транспортиране. Завъртането на лоста ще издърпа детайла през ролките. Чрез затягане на затягащия винт е възможно да се промени радиусът на огъване на огънатата тръба.
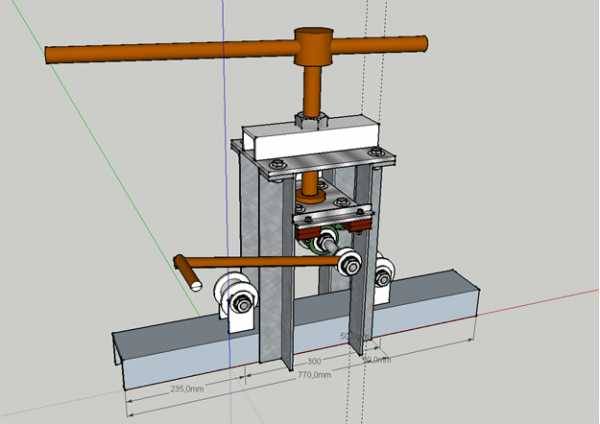
Чертежи и размери на самостоятелно направена конструкция:
С рамка за огъване
Не по-малко популярни при правенето на със собствените си ръце е огъвачът на тръби с рамка за огъване. Конструкцията му се различава по това, че всички ролки са неподвижни, т.е. те само се въртят, но се движат нагоре и надолу.
Натискът върху тръбата се упражнява чрез повдигане на частта от рамката, където е монтирана една от крайните ролки. Процесът на сглобяване е подобен на предишния, но има свои нюанси:
- Не изработвайте рамката на огъвача на счупвания от едно парче, а от две части. Двете части могат да бъдат свързани с шпилка с две гайки.
- Много удобно е да повдигнете крайната ролка с помощта на винтова дръжка или повдигащо устройство.
- За въртене на зъбните колела някои майстори използват променливотоков двигател или дори бензинов двигател, взет от мотокултиватор или генератор за гориво.
Но най-често тези устройства все още използват мускулната сила на потребителя. В този случай те не изискват почти никакви ресурси. Това е тяхната стойност: такова устройство е много лесно да се сложи в багажника на колата и да се занесе на строителна площадка, където все още няма електричество.
По-долу е представен чертеж и размери на домашно направен огъвач на тръби:
Друг пример:
Обикновено огъване на тръби
В домашната работилница могат да се изработят няколко вида огъвачи на тръби. Много зависи от нуждите на потребителя на устройството. В ситуация, в която човек трябва непрекъснато да огъва медна тръба с малък диаметър под прав ъгъл, създаването на стационарен огъвач на тръби с рамка за чупене на джак изглежда като прекомерна загуба на време и усилия.
По-долу са представени някои от най-лесните и прости огъвачи на тръби за вашите нужди.
За кръгла тръба
Най-простият огъвач на тръби с минимален брой части е ръчно устройство, състоящо се от основа, две ролки, ограничител и лост.
Той е предназначен за огъване на кръгли тръби под прав или по-малък ъгъл.
Основата може да бъде обикновена метална плоча. В центъра му е закрепена макара. Към оста на първата ролка е прикрепена U-образна скоба. Краят на рамото продължава с лост, а в средата на колчето е монтирана втора ролка, която се върти свободно. В долната част на първата ролка има ограничител, който не позволява на тръбата да се завърти.
Механизмът на този огъвач на тръби е много прост. Кръглата тръба се поставя между ограничителя и първата ролка. Скобата докосва ограничителя с единия си край, а тръбата е захваната между двете ролки. Чрез завъртане на скобата с помощта на лост майсторът упражнява натиск върху края на тръбата и постепенно втората ролка обикаля около първата, неподвижна ролка. Тръбата, притисната между тях, се извива около радиуса на неподвижната шайба.










От заместник.
Монтажът се опростява поради факта, че за свързване на горната притискаща и долната притискаща ролка не е необходима рамка. Достатъчни са два канала, достатъчно дълбоки, за да могат да се пробият дупки в стените за валовете на ролките.
Върху широката основа тяговите ролки са монтирани на разстояние най-малко 400-600 mm една от друга. Върху тясна основа е монтирана единична ролка, която се върти с помощта на лост с достатъчна дължина. След това конструкцията се поставя в скоба, тръбата се поставя между ролките и се затяга. Със завъртане на лостовата дръжка тръбата или профилът се изтеглят през ролките.
Този модел е удобен с това, че е възможно най-преносим и може да се извади от кутията с инструменти само при нужда.
Домашен ролкови огъвач
Валякът за огъване на тръби може да се предлага в различни конфигурации. Той може да бъде както прост ръчен механизъм, състоящ се от два лоста, ремъчна шайба и притискаща ролка, така и доста сложно подвижно устройство с електрическо или дори бензиново задвижване.
Ключовата характеристика на този огъвач на тръби са ролките, които пресоват тръбата, като се търкалят по нея, или я притискат от различни страни. В зависимост от напречното сечение на ролките устройството се шлифова за кръгли или профилирани тръби.
В първия случай вътрешната повърхност на валяка между двата хребета е вдлъбната, а във втория случай е плоска.
Чертежи:
От жака
За повдигане на тръби се използва хидравличен крик. Употребата му е оправдана при кръгли и профилирани стоманени тръби, с голям диаметър или с дебели стени. Като се има предвид, че можете да вдигате повече от три тона с хидравличен повдигач, изглежда, че диаметърът и дебелината на тръбите, които можете да огъвате, са по-скоро ограничени от конструкцията на самата система и от това дали можете да въртите лоста, докато дърпате детайла.
Чертеж и размери:
Благодарение на достатъчно дългото рамо на лоста за завъртане на ролките този тип огъвачка на тръби изисква най-малко физическа сила при работа със сериозни материали.
Тип арбалет
Използва се, когато детайлът се огъва на къса дължина.
Името на огъвачката на тръби идва от металната триъгълна рамка, която е разположена успоредно на земята.
В горната част на тази рамка има две опори, ориентирани към кръгла или оформена тръба (това зависи от формата на нарезите на опорите). На третия връх има пръчка с удар, т.е. дъга, извита навън. Обикновено се използва хидравличен цилиндър за притискане на перфоратора към тръбата, която се деформира между двата ограничителя. Най-лесно е да се замени вкъщи с хидравличен крик.









Чертеж на самоделна машина за огъване на тръби тип "арбалет":
Така, за да се направи огъваща машина за тръби с арбалет, оборудвана с хидравличен повдигач, е необходимо да се завари триъгълна рамка, в чиито върхове ще бъдат разположени ограничителите и щангата за налягане.
Изработване на огъвачка за тръби за арбалет
Огъвачът на арбалет е най-компактният, но много трудоемък. Последователността на огъване е следната: Тръбният детайл, който трябва да се огъне, се притиска към две стоманени ролки, неподвижно закрепени към рамката, като разстоянието между тях се определя от радиуса. В корпуса на тръбоогъвачката се монтира ръчен хидравличен цилиндър (често се използва спирачен цилиндър от автомобил). С натискане на спусъка в една от камерите на цилиндъра се впръсква течност под високо налягане, под чието въздействие буталото започва да се движи към деформирания детайл. Тъй като ролките и цилиндърът са монтирани на една и съща опорна плоча, точността на огъвачката за арбалети ще зависи само от качеството на изработката и монтажа.
Предимството на устройството е премахването на физическото натоварване, упражнявано от потребителя (като източник на налягане може да се използва обикновен жак). Недостатъкът е повишената сложност на работата в домашни условия при сглобяването и настройката на устройството: необходимо е да се направи опорна рамка, внимателно да се приспособи към наличните размери на гнездото, да се осигури коаксиалност на ролките и перпендикулярност на движението на пръта спрямо първоначалната ос на детайла.
Ръчен огъвач на тръби за профилиране на тръби със собствените ви ръце
За огъване на профилна тръба с малки размери на напречното сечение без огъване на тръби, майсторите използват шаблони с необходимата кривина, изработени от метал или дърво. Детайлът се притиска с ръка към ръбовете на сегмента и единият му край се държи здраво на място.
Дървен шаблон
Тънкостенно изделие може да се деформира при нагряване. Загрейте профила с горелка до 350-400°C и с помощта на ръчна сила придайте на профила дъговидна форма.
Ако параметрите на продукта не ви позволяват да използвате прости методи, можете да проектирате ръчен ролков огъвач за профилната тръба. Използва се за изработване на арки и дъги за навеси, оранжерии и други конструкции със сложна форма.
Необходими материали и инструменти
За изработването на устройството са ви необходими:
- Канал № 8 или № 10 за твърда рамка;
- 2 ролки от закалена стомана със стъпала за различни височини на профила или спирателни пръстени;
- назъбена ролка за подвижния вал;
- готови за монтаж лагерни възли;
- 2 или 3 зъбни колела или "вериги";
- стоманена верига;
- стягащ винт;
- тънка тръба с врата;
- манивела;
- заваръчна машина;
- тренировка;
- "нож за рязане на болтове";
- чук.
Необходими са също така щифтове, гайки, втулки с резба и шайби. За завършването на готовата конструкция ще са необходими боя и смазка.
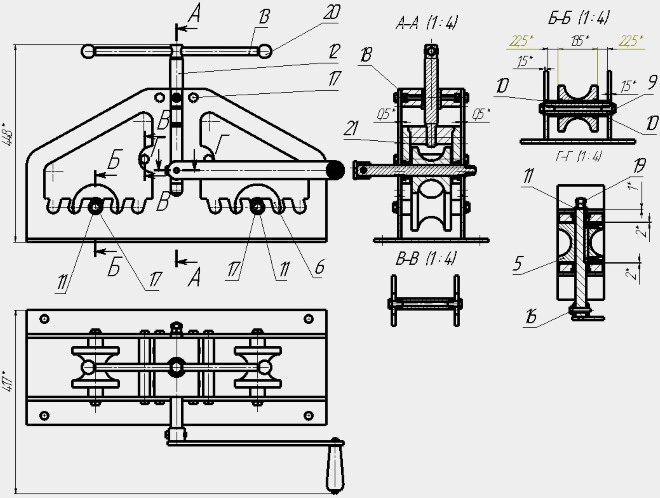
Чертежи
Чертежът е основата за изработване на тръбен огъвач без груба грешка.
Това е особено важно при работа с твърд метал.
В интернет има готови чертежи. С малко опит е лесно да ги разберете и да ги адаптирате към собствените си възможности.
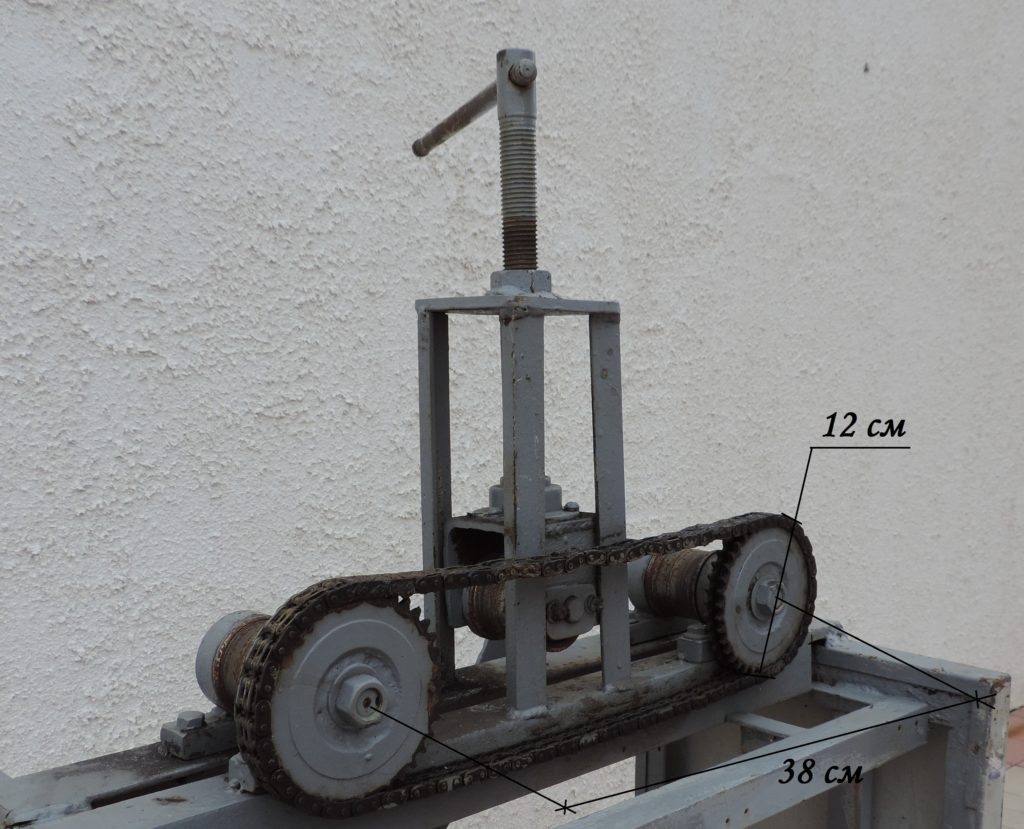
Можете да добиете представа за приблизителната конструкция на огъвачката на тръби, като изучите фабричния модел и след това разработите подробна схема на собствения си модел.
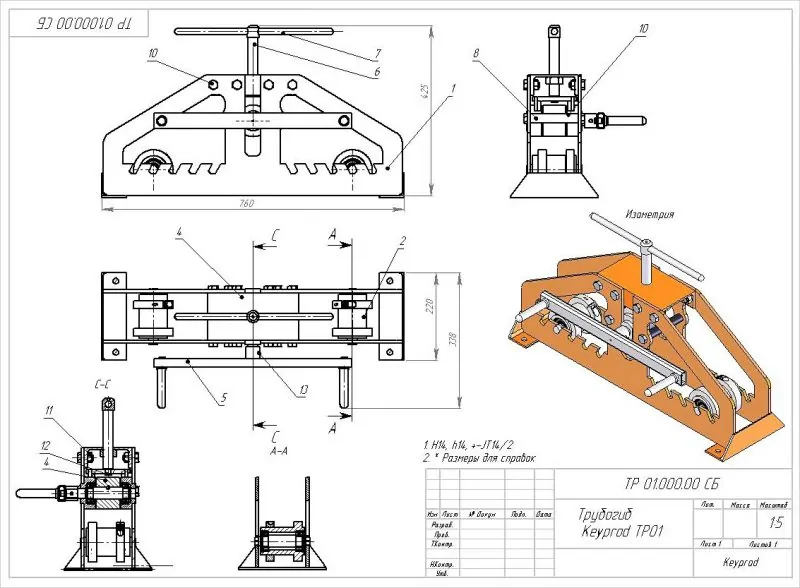 Чертеж и общ изглед на ръчния инструмент
Чертеж и общ изглед на ръчния инструмент
Стъпки за сглобяване
Последователност на операциите за изработване на домашен огъвач на тръби:
- Изрежете канала според размерите на стойките и основата.
- Пробийте отвори в частите на рамката за закрепване на ролките.
- Заварете основната рамка и стойките от канал.
- Изрежете и заварете от канала корпуса с отворите за монтиране на задвижващата ролка. Валът трябва да се върти лесно вътре.
- Закрепете стягащия винт към получената кутия с помощта на лагери. Пробийте отвор в горната част на винта за портата.
- Поставете корпуса със задвижващата ролка между стойките. Конструкцията трябва да се движи свободно по вертикала. Закрепете покриващата плоча с гайката под винта отгоре.
- Завинтете лагерните възли върху рамката.
- Вкарайте вратата в отвора на стягащия болт.
- Поставете зъбните колела върху валовете от външната страна върху шпонката или конусовидните разделени втулки с гайки. Прикрепете третото "зъбно колело" към стойката. Поставете веригата, натиснете втулката за дръжката.
- Извършете пробно пускане и направете необходимите настройки.
Накрая разглобете, изчистете, боядисайте фиксираните части и ги сглобете отново. Нанесете литол или друга гъста грес върху възли, които са склонни към триене.





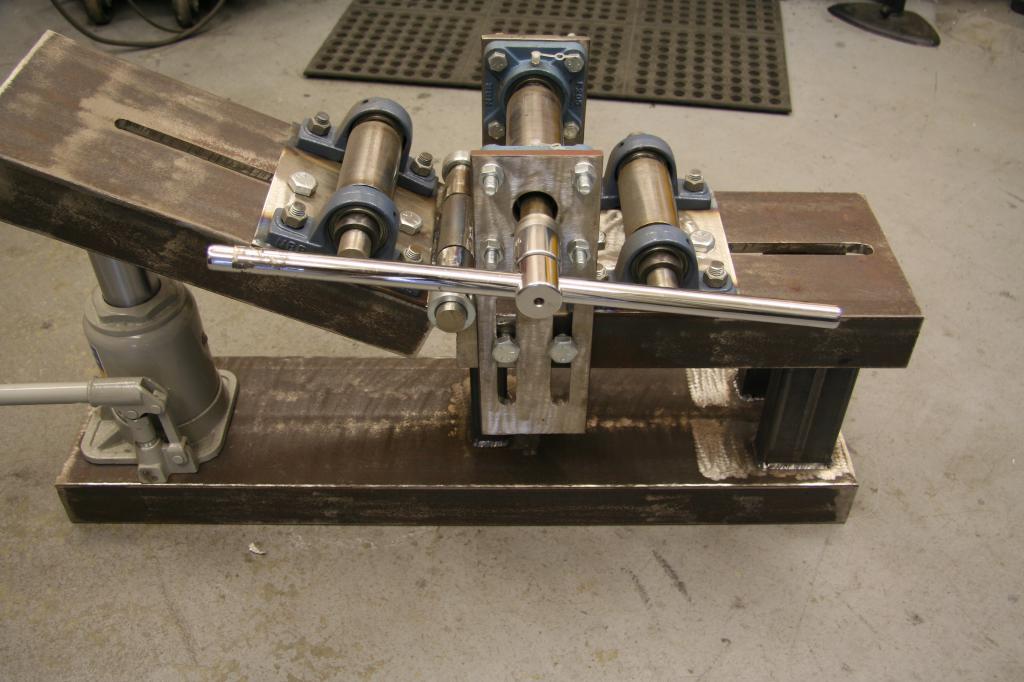


 Готовата домашна машина
Готовата домашна машина
За да огънете детайла, той се поставя върху неподвижните ролки, спуска се притискащият винт до упор и се издърпва с въртяща се дръжка последователно от едната и от другата страна.
След всяко издърпване винтът се затяга с маншета. Когато арката има достатъчна кривина, гайката на винта се закрепва със заключваща гайка. Това ще доведе до огъване на няколко арки с един и същ радиус.
Този домашен огъвач на тръби може да се използва дори за професионални цели. Тя може да обработва едновременно профили с размери до 60 x 60 mm или 3 тръби с ширина на напречното сечение 20 mm.
Можете да видите подробности за процеса на ръчно конструиране на машината тук
Как да си направим огъващ се охлюв?
Направете го сами изграждане на огъвачка за тръби на охлюв може да изглежда сложно. Всъщност сглобяването му не е по-трудно от това на огъвачка за тръби. Процесът се различава само по използваните части и времето за сглобяване.
Огъвачката за охлюви дава възможност за огъване на цялата дължина на профила наведнъж, а не само на едно място. Благодарение на тази функция тя е популярна сред инсталаторите.
Необходими материали и инструменти
Тъй като описаният огъвач на намотки няма специфичен работен диаметър и може да бъде изработен от всеки наличен материал, предложените материали няма да съдържат специфични размери на частите. Дебелината на всички метални части на конструкцията трябва да бъде 4 mm, а най-добре 5 mm.
За изработката на тръбния огъвач ще ви трябват:
- Канал - 1 метър.
- Листово желязо.
- Три вала.
- Две зъбни колела.
- Метална верига.
- Шест лагера.
- Метална 0,5-инчова врата - 2 м.
- Главина с вътрешна резба.
- Винт за налягане.
Особено внимание трябва да се обърне на размерите на зъбните колела, валовете и лагерите, които трябва да бъдат съгласувани помежду си. Зъбните колела могат да се вземат от стари велосипеди, но трябва да са с абсолютно еднакъв размер.

Стоманените плочи и профили за огъвачката на тръби не трябва да са прекалено силно ръждясали, тъй като по време на работа те ще бъдат подложени на голямо натоварване.
Преди да изберете и закупите всички материали, трябва да изготвите чертеж със схематичен изглед на всички елементи на дизайна, за да не ги допуснете по време на процеса на изработване на тръбен огъвач.
Сглобяване на огъвачката за охлюви
Сглобяването на всяко оборудване започва с изготвянето на схема.
След това можете да продължите с основните работни процеси, показани в инструкциите на снимката:
- Заварете основата на инструмента от два успоредни канала. Ако желаете, можете да използвате само метална плоча с дебелина 5 мм или широк канал.
- Поставете лагери на валовете и заварете тези две конструкции към основата. Препоръчително е да ограничите валовете с метални ленти или да ги разположите във вътрешната кухина на каналите.
- Поставете зъбните колела и ги заварете заедно с веригата между тях.
- Изрежете и заварете страничните водачи на притискащото устройство към основата.
- Поставете лагерите върху вала на пресата и сглобете конструкцията на пресата със страничните ограничители с помощта на планки или ламели.
- Направете основа за втулката и я заварете към плочата. Завийте затягащия винт.
- Заварете тръбния шлюз към горния край на затягащия винт и към задвижващия вал.
- Смажете лагерите с машинно масло.
Няколко полезни съвета:
След като огъвачът на тръби бъде сглобен и тестван, конструкцията може да бъде боядисана с боя за защита от корозия, за да се запазят заваръчните шевове непокътнати. За да се улесни работата, към водачите допълнително е прикрепена пружина, която връща пресата в горното ѝ положение.
Специални характеристики на технологията
 Нюансите на процеса на използване на тръбния огъвач могат да се обобщят по следния начин:
Нюансите на процеса на използване на тръбния огъвач могат да се обобщят по следния начин:
- При малки радиуси на огъване (r < 3h) е вероятно да се получи гънчене при всички деформационни схеми. За това може да помогне спираловидна пружина, чийто външен размер е малко по-голям от вътрешната височина на тръбата. Пружината се вкарва в тръбата, докато започне да се деформира, и след това се следва описаната по-горе последователност.
- За слабо пластични материали е полезен следният метод. Напълнете вътрешността на тръбата със сух пясък с фини кристали и запушете плътно двата крайни отвора с дървени тапи. При огъване с огъвачката за тръби се създава противоналягане, което балансира напреженията на опън, като ги компенсира със съответните напрежения на натиск. Вероятността от поява на пукнатини във външните влакна на метала е намалена.
- Ръчното огъване е подходящо за профилирани метални материали, чийто максимален напречен размер не надвишава 50...60 mm (за цветни метали и сплави той може да бъде по-голям).
- Колкото по-дебела е стената на тръбата, толкова по-бавен е процесът на деформация, който трябва да се извърши с огъвачка за тръби (не забравяйте ефекта на пластичната инерция на материала, който се увеличава с увеличаване на масата на секцията).
- Не е добра идея да се проектира пространствена тръба с различни радиуси на огъване: това не е особено полезно и конструкцията на огъвачката на тръби е по-сложна.
В някои случаи единственият начин, по който може да се произведе парче от тръбен профил, е чрез отрязване на прав участък и последващото му съединяване (напр. при производството на обемни вентилационни колена). Добрият заваръчен шев ще бъде практически невидим и същевременно ще намали крайната цена на сглобяването.







Да, между другото, пластмасовото огъване на тръби от неръждаема стомана не е възможно със собствените ви ръце и трябва да се използва задвижвана машина.
Какви материали и конструктивни детайли са необходими?
Основата на огъвачката на тръби е изработена от канал или два заварени ъгъла. Дебелината на фланците трябва да е най-малко 3 mm.Основата на огъвачката на тръби е изработена от алуминий, фланците са с дебелина най-малко 3 mm, а габаритът на фланците и гърбът трябва да са съобразени със съществуващите части. Едно от правилата е, че основата трябва да е солидна и стабилна.
Можете да направите няколко дупки по ръбовете на платформата. Те могат да се използват за закрепване на машината към тежка основа с помощта на самонарезни винтове с голям диаметър. Закрепването е необходимо, тъй като огъването на дебелостенни тръби изисква много усилия и е по-удобно да се работи, ако машината е здраво закрепена.

Ето как изглежда рамката със заварените колони за подвижния валяк
Няколко думи за ролките. Те трябва да са изработени от добра, висококачествена, за предпочитане закалена стомана. Точно върху ролките и върху осите, които ги държат в най-голяма степен натоварени.
Формата на колелцата също е важна. Те не трябва да са гладки - в краищата им трябва да има ролки, които да не позволяват на тръбата да се "разхожда" по време на валцуването. Само при тези условия дъгата на профилната тръба е права и не е усукана. В идеалния случай всеки размер тръби се нуждае от собствени ролки. Но тогава конструкцията става по-сложна - трябва да ги направите подвижни, да помислите за надежден метод на закрепване. Вторият вариант е да се изработят ролки със сложна форма, както е на снимката. Изрежете няколко стъпки за различни размери тръби.

Ролки за огъване на профилни тръби с различни ширини
На същата снимка се вижда, че горната част на рамката не е гладка, а назъбена. С помощта на тези зъби е възможно ролките да се преместват на различни разстояния и по този начин да се регулира радиусът на огъване.
Като цяло машините за огъване на профилирани тръби се сглобяват от това, което е налично или което може да се намери/закупи евтино. Тези, които имат възможност да го направят, използват ролки и вложни лагери. Тези, които не могат, използват това, с което разполагат - до главините на велосипедните колела включително. Като цяло е необходимо да се разбере конструкцията и



