
- Коя машина е подходяща за заваряване на тръби?
- HAMER MULTIARC-250 Evolution
- Необходимото оборудване и инструменти
- 4 Регулаторна рамка за челно заваряване
- Производители на машини за електрозаваряване
- Какво оборудване е на разположение?
- Механична заваръчна единица
- Ръчна машина за заваряване (желязо)
- Характеристики
- Видове
- Критерии за избор на инструмент за заваряване
- 5 ELITECH SPT 800
- Производители на машини за заваряване на полипропиленови тръби, кратък преглед на моделите.
- Метод на челно заваряване
- Видове машини
- Ръководство
- Механичен
- Хидравличен
- Оборудване за електрофузия
- Коя е подходящата машина за мен?
- Ръчна машина
- Механичен
- Полезни видеоклипове и заключение
И така, кой заваръчен апарат е подходящ за вашите нужди за заваряване на тръби?
Накратко, ето списък с изисквания към оборудването за заваряване на тръби:
- Режими на заваряване: MIG/MAG; MMA; TIG
- Заваръчен ток: 20 до 250 A (MMA); 20 до 250 A (MIG); 20 до 200 A (TIG)
- Диаметър на проводника: 0,6 до 1,2 мм
- Диаметър на електрода: до 1,5 до 5 mm;
- Напрежение: 220V/380V;
- ЕФЕКТИВНОСТ: 70-90%;
- Тегло: 15-20 кг.
Тези изисквания са напълно изпълнени от заваръчната машина HAMER MULTIARC-250 Evolution.
HAMER MULTIARC-250 Evolution
-
- Заваръчен ток 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Тип заваряване MMA/CUT/TIG;
- Напрежение 220 V / 50 Hz;
- Продължителност на натоварването за режим MMA 250 A/35%; 118,5 A/100%;
- Продължителност на натоварването за режим CUT 60 A/35%; 29,6 A/100%;
- Продължителност на натоварването за режим TIG 200 A/35%; 118,5 A/100%;
- 85% ЕФЕКТИВНОСТ;
- Тегло 15 кг;
- Подходящ за работа при нестабилно мрежово напрежение (гаражи, ферми, селски райони и др.)
HAMER MULTIARC-250 Evolution е многофункционална заваръчна машина, която работи в режими MMA, TIG и CUT. Комбинацията от няколко режима значително разширява списъка със заваръчни процеси, като дава възможност за работа с различни видове метали. Това превръща HAMER MULTIARC-250 Evolution в незаменим помощник на работното място, по-специално при заваръчни ремонти, подготовка за монтаж и инсталиране на тръби.
Получете 90 рубли като подарък!

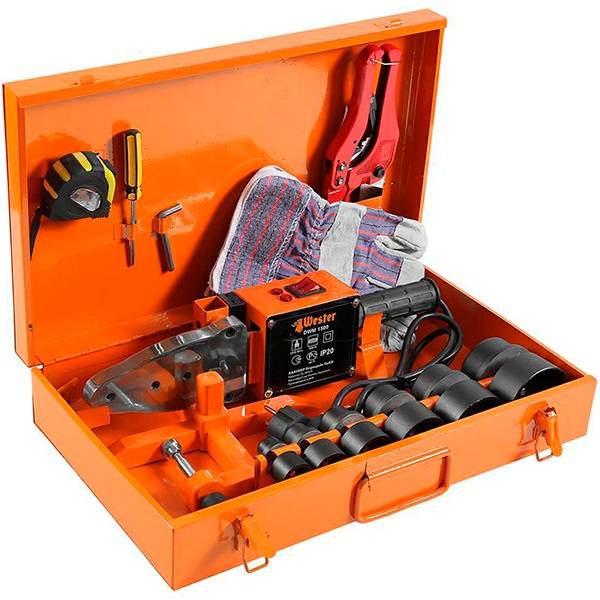
Необходимото оборудване и инструменти
Поялник с подвижен накрайник е удобен за заваряване на пластмасови тръби. Нагревателният елемент за заваряване на тръби представлява плоска платформа, наречена желязо, с отвори за закрепване на нагревателните дюзи.
Заваръчната машина за заваряване на пластмасови тръби трябва да има регулатор на температурата и светлинен индикатор за нагряване. В допълнение към заваръчното оборудване са необходими инструменти за рязане и отстраняване на слоя фолио. Пластмасовите валцовани продукти могат да се режат по удобен начин:
- с резачка за тръби, подобна на резачка за тел;
- метални ножици;
- ножовка с тясно острие.
Фини пили или абразивна хартия се използват за изглаждане на срезовете и отстраняване на натрупаното. За изрязване на елементите на тръбата преди заваряване трябва да се подготви линийка, ъгъл, маркер или маркер.
4 Регулаторна рамка за челно заваряване
Както може да се види от , доскоро в Русия е имало значително объркване относно технологията за челно заваряване, тъй като няколко съществуващи нормативни документа са имали собствено тълкуване за нея и затова повечето заварчици са предпочитали да се доверят на стройната немска технология DVS. А изискванията към оборудването за заваряване на задни части в Русия изобщо не са определени с нормативен акт.
От началото на 2013 г. в Руската федерация са в сила едновременно два нормативни документа:
- GOST R 55276 - за технологията на челно заваряване на PE тръби за монтаж на водопроводи и газопроводи, въз основа на превода на международния стандарт ISO 21307;
- GOST R ISO 12176-1 - за оборудване за челно заваряване, въз основа на превода на международния стандарт ISO 12176-1.
Приемането на GOST за оборудването със сигурност е било полезно. За съжаление това не означава, че най-нискокачественото вносно оборудване е било незабавно премахнато. Но поне няколкото руски производители на оборудване вече трябва да работят върху качеството, а потребителите имат представа как да оценяват качеството на закупеното оборудване.
GOST за технологията за заваряване на задници въведе относителен ред. Във всеки случай това е довело до уеднаквяване на технологията за челно заваряване на PE тръби в Русия. Но проблемите остават.
ВАЖНО: GOST R 55276, заедно с традиционната процедура за заваряване при ниско налягане (подобна на DVS 2207-1 и старите руски разпоредби), узакони заваряването при високо налягане на полиетиленови тръби, което преди се използваше само в САЩ. Тази заваръчна процедура поставя по-високи изисквания към оборудването и позволява значително намаляване на времето на заваръчния цикъл.
ВАЖНО: GOST R 55276 едва ли е подходящ за директна употреба на строителната площадка, тъй като е ориентиран не към заварчика, а към разработчика на технологична карта за заваряване на полиетиленови тръби. ВАЖНО! GOST R 55276 не е решил проблема с ограниченията, от който страдаха старите руски стандарти и от който страдат всички чуждестранни стандарти и до днес.
На първо място, допустимият температурен диапазон е от +5°C до +45°C, докато огромна част от руската територия е принудена да започне да заварява, когато блатата са замръзнали. На второ място, максималната дебелина на стените на тръбите е 70 mm, докато дебелината на стените на действително произвежданите тръби отдавна надхвърля 90 mm. На трето място, материалът за тръбите е само конвенционален полиетилен за ниско налягане (LDPE) с MFR не по-нисък от 0,2 g/10 min (при 190/5), докато за големи диаметри са използвани непропускливи полиетиленови класове за средно налягане с MFR под 0,1 g/10 min (при 190/5). За условия извън изпитаните граници на температурата на въздуха и дебелината на стените някои производители са изчислили технологията за заваряване на полиетиленови тръби чрез екстраполация на действащите стандарти, но тази теоретична технология все още не е проверена чрез дългосрочни тестове. Дори теоретично не съществува технология за заваряване на тръби за непроводящи полиетиленови класове. Изводът е, че около 80% от всички заварки в Русия се правят при условия, които са извън границите на изпитаната технология!
ВАЖНО! GOST R 55276 не е решил проблема с ограниченията, от който страдаха старите руски разпоредби и от който страдат всички чуждестранни разпоредби и до днес. На първо място, допустимият температурен диапазон на въздуха е от +5 до +45 °C, докато огромна част от Руската федерация трябва да започне да заварява, когато блатата са замръзнали.
Второ, максималната дебелина на стените на тръбите е 70 mm, докато дебелината на стените на действително произведените тръби отдавна е надхвърлила 90 mm. И трето, материалът за тръбите е само традиционният полиетилен за ниско налягане (LDPE) с индекс на течливост не по-нисък от 0,2 g/10 min (при 190/5), докато за производството на тръби с голям диаметър отдавна се използват нетечливи полиетиленови класове за средно налягане с индекс на течливост не по-нисък от 0,1 g/10 min (при 190/5). За условия извън тестваните граници на температурата на въздуха и дебелината на стените някои производители са изчислили технологията за заваряване на полиетиленови тръби чрез екстраполиране на действащите разпоредби, но тази теоретична технология все още не е проверена чрез дългосрочни изпитвания. Дори теоретично не съществува технология за заваряване на непроводящи класове полиетилен. Изводът е, че около 80% от всички заварки в Русия се извършват при условия, които са извън изпитаната технология!









Предишна.
2
Следва
Производителите на ръчни машини за електрозаваряване
Пазарът за електрофузия машини на пазара Тръбите от HDPE на следните производители се радват на голямо търсене:
- Ротенбергер. Компанията е основана в Германия през 1949 г. През годините компанията постига големи успехи и се превръща в един от водещите производители на заваръчни машини. Продуктите с марка Rothenberger се характеризират с възможно най-високо качество и изключителна надеждност.
- Ritmo. Италианската компания Ritmo е основана през 1979 г. Днес тя е една от водещите компании в областта на преработката на пластмаси и пластмасови изделия. В своята дейност Ritmo постоянно следва най-съвременните и строги стандарти. Бизнесът на компанията е на много високо ниво, като същото може да се каже и за продуктите - продуктите на Ritmo са разнообразни, многофункционални и с най-високо качество.
- DYTRON. В сравнение с по-старите си колеги, продуктите на чешката компания DYTRON, основана през 1992 г., не изглеждат некачествени - в това няма нищо лошо. Продуктовата гама е необичайно широка - компанията произвежда както ръчно, така и автоматично оборудване за съединяване на HDPE тръби. Освен това моделните гами непрекъснато се разширяват и допълват, така че не е проблем да се намери добро оборудване на щандовете на тази марка. Заслужава да се отбележи и съответствието на произведените устройства с най-новите изисквания.
Заключение
Изборът на устройство за спояване на HDPE тръби трябва да започне от изискванията, произтичащи от конкретната ситуация. Правилният избор на оборудване ще създаде надеждна и херметична връзка, която може да издържи толкова дълго, колкото и здравите тръби.
Какъв вид оборудване е на разположение?
Машината за заваряване е устройство, което нагрява участъци от тръби, за да създаде постоянна връзка. Не е необходимо да обясняваме, че оборудването, използвано за заваряване на пластмасови тръби, ще има различен дизайн от машината за заваряване на метални тръби.
Днес на пазара се предлагат два вида оборудване. На пазара се предлагат два вида устройства, които се използват за заваряване на полипропиленови тръби:
- механична заваръчна машина;
- Ръчен заваръчен апарат.
Първият си заслужава да се помисли, когато трябва да се комбинират фугите, което прави големи усилия, или има проблем с инсталирането на тръби, които имат доста голям диаметър.
Ръчният модул за заваряване на пластмасови тръби ще бъде най-добрият избор, когато планирате да сглобите тръбопровода сами и в работата се планира да се използват тръби с различни диаметри.
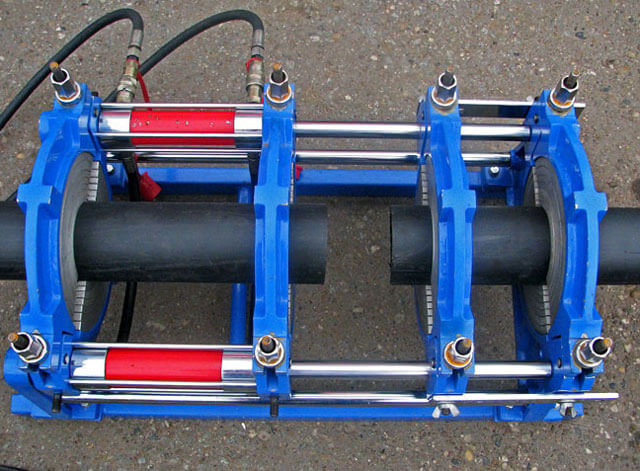
Механична заваръчна машина
 Механичната машина за заваряване на полипропиленови тръби е конструктивно проектирана като носеща рама, върху която е разположен апарат и хидравличен агрегат. От лявата и дясната страна има хващачи, всеки с чифт полупръстени. Челюстите са разделени с вложки, които помагат за балансиране на натиска и подравняването. Вътрешният им диаметър не се различава от диаметъра на тръбите, които се обработват.
Механичната машина за заваряване на полипропиленови тръби е конструктивно проектирана като носеща рама, върху която е разположен апарат и хидравличен агрегат. От лявата и дясната страна има хващачи, всеки с чифт полупръстени. Челюстите са разделени с вложки, които помагат за балансиране на натиска и подравняването. Вътрешният им диаметър не се различава от диаметъра на тръбите, които се обработват.
Апаратът е оборудван с електрическа скоба, чиято основна цел е да подравни краищата на тръбите. Това устройство прилича на въртящ се диск с двустранни остриета, който има и заключващ механизъм, за да гарантира безопасна работа. Основният работен нагревателен елемент е стоманен диск с незалепващо покритие, който съдържа нагревателни елементи. В конструкцията на много модели често са включени температурни контролери и температурни сензори.
Ръчен заваръчен апарат (желязо)
Средностатистическият потребител едва ли ще се сблъска със задачата да инсталира дълги мрежи, така че не си струва да купува обемист заваръчен апарат.
Повечето потребители обикновено използват устройство като заваръчно желязо, за да сглобяват тръби. Ако се оценява по дизайна и функциите при работа, той не се различава много от традиционния домакински уред. Единствената особеност е различният дизайн.
Основните елементи на конструкцията му са нагревателна плоча, температурен регулатор и ергономична дръжка. Ако се вгледате внимателно, ще откриете два отвора в нагревателната плоча, които са необходими за закрепване на сдвоени заваръчни елементи с различен диаметър. Те се отличават с тефлоновото си покритие, което предотвратява залепването на пластмасата към горещи повърхности.
Характеристики
Когато избирате машина за заваряване на тръби от полиетилен, трябва да сте наясно какъв вид работа ще извършвате с нея. Характеристиките на желаното оборудване ще зависят до голяма степен от метода на заваряване, който планирате да използвате най-често.
Съществуват четири основни метода за спояване на полиетиленови изделия.
- Челно заваряване - този метод е най-разпространеният и се основава на свързването на нагрети краища на тръби заедно или с фитинги с помощта на специално заваръчно огледало. Челното заваряване осигурява добро качество на съединението на приемлива цена на оборудването, но не е подходящо за съединяване на продукти с дебелина на стената под 4,5 mm. Използването на челно заваряване изисква внимателно почистване на съединяваните повърхности, максимална прецизност при облицоването на продуктите и прилагане на правилен натиск върху тръбите по време на процеса на съединяване.
- Съединяването с гнездо (или съединяването с муфа) е надежден, но по-рядко използван и по-скъп метод, който се основава на съединяване на продуктите чрез специално гнездо. Възможно е също така да се свържат две тръби с различен диаметър директно една към друга. Този метод не е подходящ за външни инсталации.
- Електрофузионно (или термисторно) заваряване на тръби - този метод е подобен на сливането на муфи, но муфата съдържа метален нагревателен елемент, който позволява по-равномерно нагряване на съединяваните продукти и на електрофузионната муфа. Всеки съединител има специален баркод, който кодира параметрите на електрическия ток, необходими за този съединител, така че този тип машини често са оборудвани с баркод скенер. Методът на съпротивителните термистори е още по-надежден (и по-скъп) от метода на съединенията, така че се използва главно в случаите, когато се изискват много стабилни връзки (напр. за тръби, положени в райони с чести земетресения). Този метод се използва за съединяване на тръби с диаметър от 20 mm и с всякаква дебелина на стената и има значително по-ниски изисквания за толеранс от челното заваряване.
- Екструзионното заваряване е процес, подобен на електрическото заваряване, при който нагрят полиетилен се подава през специален екструдер в зоната на заваряване, за да се образува съединение между тръбите. Здравината на получената връзка обикновено не надвишава 80 % от здравината на полиетилена, така че методът на екструдиране обикновено се използва главно за свързване на тръби с други пластмасови продукти и за монтиране на тръби с диаметър 630 mm и повече на места, които е малко вероятно да бъдат изложени на големи натоварвания.


Видове
Всички машини за заваряване на полиетилен се състоят от четири основни модула - генератор (обикновено захранван от трансформатор или импулсно захранване), модул за управление на мощността, модул за управление на температурата и технологичен модул, в който се извършва самият процес на съединяване. Всеки от четирите метода на заваряване, разгледани по-горе, се извършва със съответен инструмент.











Машините, налични за всяка от четирите техники, могат да бъдат разделени на 3 категории в зависимост от степента на автоматизация.

Полуавтоматичните машини се делят според вида на използваното задвижване на механични и хидравлични. При устройствата с механично задвижване силата, необходима за подравняване и задържане на тръбите по време на заваряването, се упражнява от оператора, затова те се използват само за тръби с диаметър под 160 mm. Хидравличното задвижване не изисква никаква сила от страна на оператора и се използва за всеки диаметър, дори за диаметри, по-големи от 160 mm.


Друга важна характеристика на машината за заваряване е диаметърът на тръбите, които тя може да заварява, тъй като стандартните размери на полиетиленовите тръби са в диапазона от 16 до 1600 mm. Например за водопроводи в апартаменти обикновено се използват тръби с диаметър от 20 до 32 mm, но за монтажа на тръбопровода може да е необходима машина, способна да запоява тръби с диаметър 90/315 mm или повече.
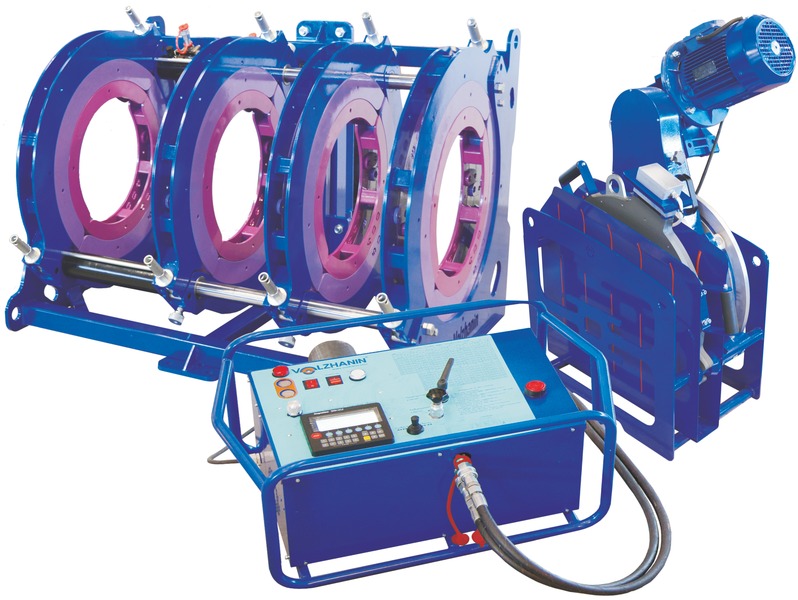
Най-популярни в момента са устройствата на Georg Fischer (Швейцария), Rothenberger (Германия), Advance Welding (Великобритания), Eurostandard, Technodue и Ritmo (Италия), Dytron (Чехия), KamiTech и Nowatech (Полша). Има и руски производители на устройства за заваряване на полиетилен, например заводът "Волжанин", който произвежда оборудване за челно заваряване на изделия с диаметър от 40 до 1600 mm и устройства за електрофузия, които могат да съединяват тръби с диаметър до 1200 mm.
Критерии за избор на инструмент за заваряване
Когато вземате решение за предпочитания клас заваръчно оборудване, трябва да обърнете внимание преди всичко на обема на работата, която трябва да се извърши. Следните параметри са много важни тук:
- Диапазон на диаметрите на тръбите, с които се работи.
- Консумация на енергия.
- Цената на апарата.
Заслужава да се отбележи, че между горните параметри има ясна връзка. Така че с увеличаване на външния диаметър на тръбата трябва да се вземат предвид модели с по-висока мощност. Общоприето е, че единицата за мощност трябва да е 10 пъти по-голяма от диаметъра на милиметъра. С други думи, ако трябва да се заварява тръба с външен диаметър 30 mm, може да се използва модел с мощност 300 W. Следва да се отбележи, че посочените цифри не са окончателни и точни, поради което се допускат грешки до 30 %.
Следователно, ако даден модел заваръчно оборудване има по-висока консумация на енергия, той позволява на собственика да заварява тръби с по-голям диаметър. Закупуването на такова оборудване обаче ще бъде много скъпо.
5 ELITECH SPT 800

Богато оборудване Държава: Русия (произведено в Китай) Средна цена: 1,638 RUB. Рейтинг (2019 г.): 4.5









Този икономичен поялник за полипропиленови тръби може да се види не само в ръцете на начинаещи, но и на професионалисти. Моделът може да работи с 6 размера тръби от 20 мм до 63 мм. Експертите са впечатлени от висококачествените дюзи с тефлоново покритие. С мощност на нагревателя от 800 W уредът може бързо да се нагрее до 300°C. Охлаждането на нагревателя също е достатъчно бързо. Производителят е оборудвал своя продукт с 6 дюзи, стойка, обезопасен метален калъф, както и комплект инструменти (отвертка, щурцови ключ).
Анализирайки прегледите на потребителите, могат да се откроят няколко предимства и недостатъци на машината. От една страна, моделът е похвален заради мощността си, бързото загряване и охлаждане, гладките шевове и достъпната цена. Оплакванията идват от неудобната стойка, крехкия корпус, некачественото тефлоново покритие.
Производители на машини за заваряване на полипропиленови тръби, кратък преглед на моделите.
При избора на оборудване един от решаващите критерии е репутацията на фирмата производител. Въпреки че ръчните заваръчни апарати за полипропиленови тръби не могат да се нарекат твърде сложни и високотехнологични устройства, има определени авторитети и в тази област.
Така за "законодатели на модата" в производството на такова оборудване се смятат "Ротенбергер", "Валфекс", "Дитрон", "БРИМА", "Герат", "КЕРН". Също толкова надеждни и популярни са Elitech, Sturm, Kalibr, Enkor, PATRIOT, Energomash, DeFort. Основното нещо е закупеното оборудване да бъде наистина оригинално, а не фалшиво, и да бъде придружено от гаранция от производителя.
В крайна сметка, традиционно, малък преглед на популярни модели и тяхното средно ценово равнище.
| Име на модела, илюстрация | Кратко описание на модела | Средно ценово равнище, рубли (април 2016 г.) |
|---|---|---|
"BRIMA TG-171", Германия - Китай  | Мощност 750 W, диаметър на заваряване до 63 mm, електромеханичен термостат, температура на нагряване до 300 °C. Максимално време за нагряване 15 мин. Комплектът включва шест двойки дюзи с размери от 20 до 63 мм. | 3900 |
"ENCOR ASP-800", Русия - Китай.  | Мощност 800 W, диаметър до 63 mm, електромеханичен термостат, температура на нагряване - до 300 °С. Стабилна стойка тип платформа. Включва шест чифта дюзи с тефлоново покритие, от 20 до 63 mm. | 2200 |
"Elitech SPT 1000, Русия - Китай.  | Устройство с цилиндричен нагревателен елемент. Мощност - 1000 W. Диаметър на заваряване от 16 до 32 mm. Комплект дюзи (4 диаметъра) с тефлоново покритие - в пълния комплект за доставка. Ергономично оформени тяло и дръжка, които позволяват работа в труднодостъпни зони. Електромеханичен термостат. | 2700 |
"Sturm TW7219", Германия - Китай  | Моделът с висока мощност 1900 W с пълна и половин мощност (един или два нагревателни елемента). Шест чифта дюзи с тефлоново покритие. Максимален диаметър на заваряване 62 mm. Време за нагряване приблизително 12 мин. Разширен пакет за доставка, който не изисква допълнителни аксесоари. | 3300 |
"Dytron Polys P-1a, Чешка република.  | Висококачествен уред от професионален клас. Изходната мощност е 650 W. Високопрецизен цилиндричен нагревател с капилярен термостат. Диаметър на сливане до 32 мм. Патентовани дюзи тип "тампон" с диаметър до 3, покрити с висококачествен син тефлон. Шест температурни настройки. Автоматична защита от прегряване. Тегло само 1,3 кг за лесна работа в труднодостъпни места. | 11200 за минимален пълен комплект - устройството, стойката и три дюзи. |
"Rothenberger ROWELD P 40T, Германия.  | Мощност - 650 W. Максимален диаметър на заваряване 40 mm. Мечовиден нагревател с възможност за две двойки врати за свързване. В комплект с 4 чифта дюзи от 20 до 40 мм и висококачествено тефлоново покритие. Характеристики на този уред - вграденият термостат е проектиран специално за полипропиленови тръби и е програмиран да поддържа с висока точност стабилна температура от 260°C. Теглото на устройството е 2,8 кг. | 14500 |
"Заваръчен апарат KERN R63E, Германия.  | Моделът на професионалната класа. Сравнително ниска мощност от 800 W и възможност за заваряване на тръби с диаметър до 63 мм. Доставя се с шест чифта дюзи с тефлоново покритие. Високопрецизна електронна настройка на температурата с микропроцесорен контролер, цифров дисплей. | 13500 |
Видеоклипът завършва с друго устройство за заваряване на полипропиленови тръби
Метод на челно заваряване
Този метод позволява PE тръбите да се съединяват с челна заварка, като се използва специално оборудване за челна заварка. Здравината на заварката (или "съединението") е равна на здравината на опън на самата полиетиленова тръба. Полиетиленовите тръби с диаметър от 50 mm до 1600 mm включително се съединяват чрез заваряване с нагрят инструмент. Стандартните технологични режими на заваряване са предназначени за работа при температура на въздуха от -10oC до +30oC. Ако температурата на въздуха навън е извън стандартните температурни интервали, заваряването на полиетиленови тръби трябва да се извърши в навес, за да се спазят технологичните параметри. Челното заваряване на HDPE тръби под налягане се разделя на два основни етапа: подготвителни работи и самото заваряване. Подготвителната фаза включва:
- проверка на правилното функциониране на заваръчното оборудване и подготовката му за употреба,
- Подготовка на пространството за заваръчното оборудване,
- избор на параметри за заваряване,
- закрепване на полиетиленовите тръби и подравняване в скобите на заварчика,
- обработване на повърхностите на заваряваните тръби или части.
Когато подготвяте оборудването, изберете вложки и скоби, подходящи за диаметъра на заваряваната тръба. Работните повърхности на нагревателя и инструментите за обработка на полиетиленови тръби трябва да се почистват от мръсотия и прах. Работоспособността на оборудването се проверява чрез визуална проверка на частите и принадлежностите на заваръчната машина, както и чрез тестово включване. Заваръчната машина се проверява за безпроблемно функциониране на изравнителната скоба и работата на фасета. Оборудването за заваряване се поставя на предварително подготвена и почистена площадка или трасе на тръбопровода, след като върху него се складират полиетиленови тръби. Ако е необходимо, зоната за заваряване трябва да бъде защитена с шатри, за да се предпази от атмосферни валежи, пясък и прах. При влажно време е препоръчително заваръчното оборудване да се монтира върху дървени дъски. Препоръчва се свободният край на полиетиленовата тръба да се покрие с инвентарни тапи, за да се предотврати течението в тръбата по време на заваряването.
Сглобяването на заварените HDPE тръби под налягане и части, включително инсталирането, подравняването и закрепването на заваряваните краища, се извършва в центробежните скоби на заваръчната машина. Скобите на заваръчната машина за полиетиленови тръби се затягат така, че да се предотврати приплъзване на тръбите и да се отстрани, доколкото е възможно, овалността в краищата. При заваряване на полиетиленови тръби с голям диаметър под отворените краища трябва да се поставят опори, за да се изравни тръбата и да се предотврати приплъзване на края на тръбата. Последователност на процеса на заваряване
- Най-напред измерете силата, необходима за преместване на подвижната скоба със затегнатата тръба,
- Поставете нагревател, загрят до необходимата температура, между краищата на тръбите,
- Процесът на сливане се извършва чрез притискане на краищата на PE тръбите към нагревателя, като се създава необходимото налягане,
- притиснете краищата за известно време (съгласно процедурата за заваряване за съответната PE тръба), докато се появи първата задирана част с височина от 0,5 до 2,0 mm,
- след появата на първата буца, намалете налягането и оставете налягането да престои за времето, необходимо за нагряване на краищата на тръбите,
- след приключване на процеса на нагряване преместете скобата за подравняване на 5-6 см назад и извадете нагревателя от зоната на заваряване,
- след като отстраните нагревателя, доближете краищата на полиетиленовите тръби, докато се докоснат, като по този начин създадете налягането, необходимо за разстройване,
- удължете налягането на утаяване за времето, необходимо за охлаждане на заваръчния шев, и след това извършете визуална проверка на получената заварка, като измерите и конфигурирате външната заушка,
- След това маркирайте получената заварка.
Видове машини
Машините за заваряване се разделят на 2 типа според принципа на свързване на детайлите:
- за електрофузия;
- за заваряване в гнездо и челно заваряване.
Всички машини се разделят на ръчни и механични според принципа на работа. Всички заваръчни машини, независимо от вида им, са оборудвани с 4 основни блока: генератор, температурен регулатор, захранващ модул и технологичен блок, в който се правят съединенията. Последната има различна структура в зависимост от вида на заваряването.
Ръководство
Малките ръчни заваръчни апарати изглеждат като плочи с накрайници за фиксиране на краищата на HDPE части. За съединяването на подготвените повърхности е необходимо човешко усилие, затова диаметърът на тръбата не трябва да надвишава 125 mm. Ръчното устройство е избрано за домашна употреба, то е най-лесно за овладяване, има ниска цена.
Механичен
Тези устройства са предназначени за професионалисти. Те включват следното:
- центрофуга с накрайници за захващане на частите;
- Инструмент за облицовка с наточени остриета за обработка на тръби;
- нагревателен елемент (заваръчно огледало);
- притискащо устройство.
Сгъстяването на съединяваните тръби се осигурява механично, така че диаметърът им е неограничен. Заваряването с механично подпомагане е по-прогресивен метод: той улеснява работата на оператора и прави съединението по-сигурно.
Хидравличен
При хидравличните уреди продуктите се притискат заедно с хидравлично задвижване. Тези машини са предназначени за челно заваряване и се предлагат в 3 вида:
- Ръководство. Всички операции се извършват ръчно. Те се използват за заваряване при средно и ниско налягане.
- Полуавтоматичен. Ръчната работа включва само поставяне на тръби. Присъединяването е автоматично.
- Автоматично. Движението на всички единици от началото до края на процеса се контролира от компютър, като операторът само въвежда необходимите параметри.
Съвременните машини работят с висока прецизност. Те могат да разчитат необходимата информация от баркода върху HDPE или електрофузионните съединения, да предоставят отчет в края на процеса и да посочват грешките.
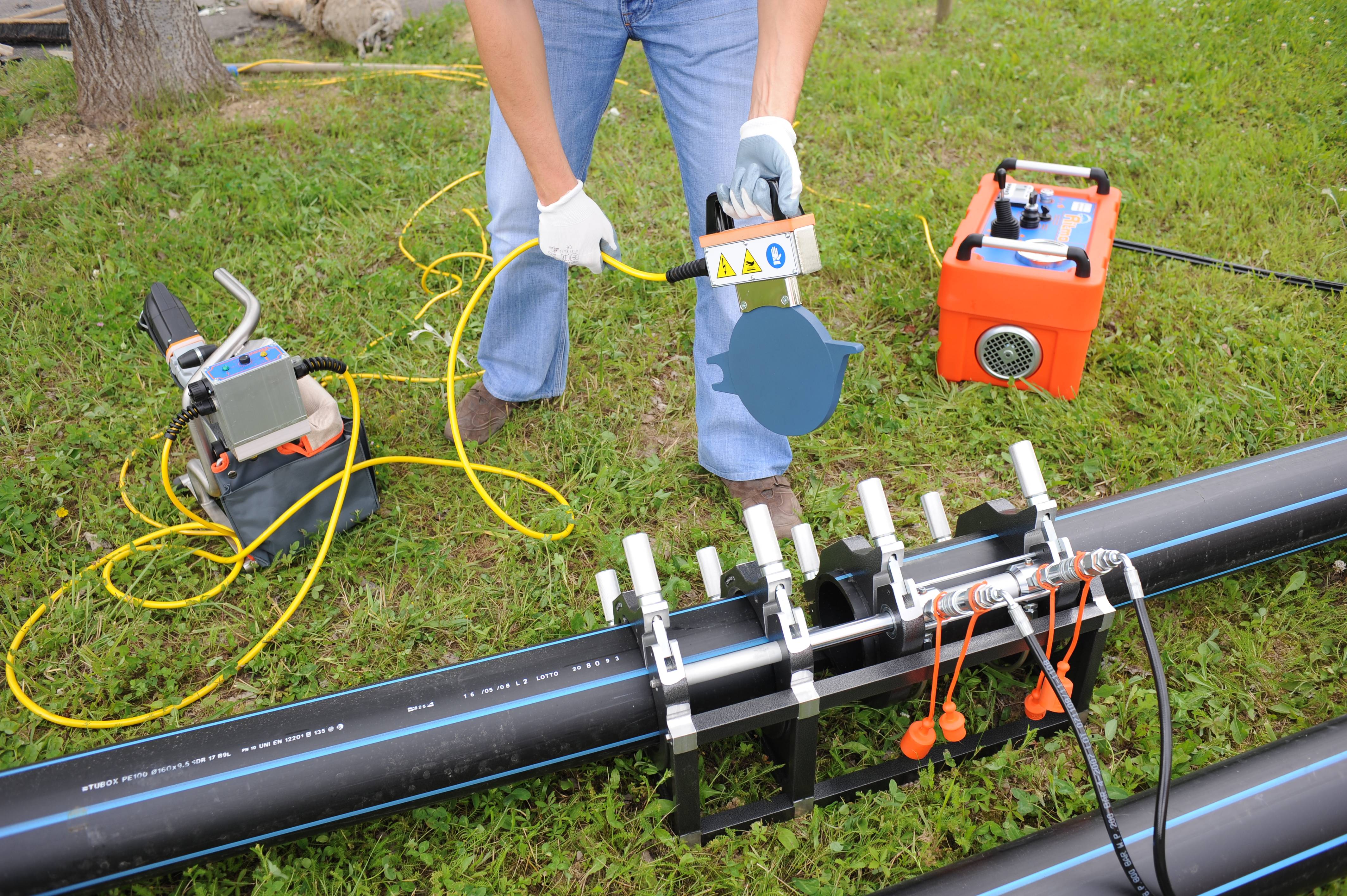
Оборудване за електрофузия
 Процедурата за електрофузионно заваряване е следната. По време на производството всеки контакт е снабден с нагревателен елемент от вътрешната страна с два извода от външната страна на контакта.
Процедурата за електрофузионно заваряване е следната. По време на производството всеки контакт е снабден с нагревателен елемент от вътрешната страна с два извода от външната страна на контакта.
Свързваните тръби се поставят в гнездото. Специален кабел свързва кабелите на гнездото със заваръчния апарат. Елементът в гнездото се нагрява.










По този начин се разтопява частта от полипропиленовата тръба и муфата в областта на нагревателния елемент. Когато уредът се изключи, полимеризацията на съединяваните части се обръща. Резултатът е монолитна връзка.
може да работи с почти всеки диаметър на продукта. Те могат да заваряват полипропиленови тръби, както и продукти от полиетилен с ниско налягане (HDPE).
Основният елемент е микропроцесор микропроцесорен блок с регулирано захранване. Той запаметява протокола за заваряване, за да следи операцията, и генерира необходимия ток за получаване на желаната температура на нагряване.
В зависимост от диаметъра на обработвания детайл и други условия, тя изключва уреда в предварително зададено време. Машината може да работи в температурен диапазон -20...+60 °C на открито.
Например ROWELD ROFUSE PRINT на Rothenberger, с малкото си тегло и размери (малка кутия с тегло около 20 kg), може да свързва тръби от HDPE и полипропилен с диаметър до 1200 mm.
Данните могат да се въвеждат ръчно или да се разчитат от баркод, поставен от производителя върху тръбата. Машината е лесна за използване и се предлага с подробни инструкции.
Как да изберем правилната машина?
Машините за заваряване на пластмаса работят като поялници и обикновено се делят на 2 вида - ръчни и механични.
Ръчна машина
Ръчният заваръчен апарат представлява нагревателна плоча с накрайници за тръби и дръжка. По принцип е подобен на желязото и електрическия поялник.

Изисква се човешко усилие, за да се притиснат съединяваните части. Подходящ за полиетиленови тръби с диаметър до 12,5 cm. Той не е подходящ за по-големи диаметри и трябва да се избира за домашна употреба.
Механичният
Устройството за механично спояване се състои от опорна рамка с дискове за захващане на тръби и станция за спояване. Нагревателният елемент с вътрешни нагревателни елементи нагрява краищата на съединяваните тръби, а механиката се грижи тези места да бъдат силно притиснати.
Използва се за заваряване на продукти, които са изложени на високи натоварвания. Диаметърът на обработваните детайли е неограничен.
Тази опция трябва да бъде избрана от професионалисти.
Полезни съвети за правилен избор:
Обърнете внимание на аксесоарите
Машина с гаечен ключ за дюзи - подходяща за работа с един, максимум два диаметъра. Ако трябва да работите с по-големи диаметри, изберете оборудване с дюзи с различни диаметри;
Мощност на машината
Професионалистите имат тайна. Минималната мощност на оборудването се изчислява по проста формула - най-големият диаметър на тръбите, с които трябва да работите, се умножава по 10.







Например, ако ще заварявате у дома тръби с диаметър 50 мм, минималната мощност на машината = 50×10 = 500 W;
Кой производител да избера?
Най-високата оценка г-н в продукти на чешки фирми (например TM "Daytron"). Но цената на продуктите - хапе. Затова - като алтернатива - турските производители. Съществуват добри модели за местно производство.
Изводи и полезни видеоклипове по темата
Сравнение и полезни съвети за избор на заваръчни апарати:
Това видео показва стъпка по стъпка процеса на сглобяване на заваръчен апарат за полиетиленови тръби със собствените ви ръце:
Изборът на подходящ заваръчен апарат за полиетиленови тръби не е труден. По-добре е да се предпочитат продукти от реномирани производители в приемлив ценови диапазон. Надеждна връзка може да бъде постигната, ако процедурата по заваряване се спазва точно.
Разкажете ни за избора си на заваръчен апарат за монтаж на полимерни тръби във вашия дом или вила. Моля, споделете аргументите, които са повлияли на избора ви. Моля, оставете коментарите си в полето по-долу, публикувайте снимки или задавайте въпроси.



