- Как да си направим огъвачка за тръби от охлюв?
- Необходими материали и инструменти
- Процесът на сглобяване на уред за огъване на охлюви
- Видове машини за огъване на тръби и тяхната конструкция
- По тип задвижване
- По метода на огъване
- Според местоположението на подвижната шахта
- С ролка под налягане
- Може да ви хареса и
- Коментари на VK:
- Видове машини
- Как се конструира огъвачът на тръби?
- Хидравлично огъване на тръби
- Защо си заслужава
- Основни структурни елементи
- Процес на изграждане на машината
- Нюанси на изработката
- За занаятчии
Как да си направим огъващ се охлюв?
Изграждането на огъвачка за тръби с охлюв може да изглежда сложно. Всъщност сглобяването му не е по-трудно от това на огъвачка за тръби. Процесът се различава само по използваните части и времето за сглобяване.
Огъвачката за охлюви дава възможност за огъване на цялата дължина на профила наведнъж, а не само на едно място. Благодарение на тази функция тя е популярна сред инсталаторите.
Необходими материали и инструменти
Тъй като описаният ролков огъвач няма специфичен работен диаметър и може да бъде изработен от всякакви импровизирани материали, предложените материали няма да съдържат специфични размери на частите. Всички метални части трябва да са с дебелина 4 мм или по-добре 5 мм.
За изработване на тръбния огъвач ще ви е необходимо:
- Канал А - 1 метър.
- Листово желязо.
- Три вала.
- Две зъбни колела.
- Метална верига.
- Шест лагера.
- Метална 0,5-инчова врата - 2 м.
- Главина с вътрешна резба.
- Винт за затягане.
Особено внимание се обръща на размерите на зъбните колела, валовете и лагерите, които трябва да съвпадат помежду си. Зъбните колела могат да бъдат взети от стари велосипеди, но трябва да са с абсолютно същия размер.
Стоманените плочи и профили за огъвачката на тръби не трябва да са прекалено силно ръждясали, тъй като по време на работа те ще бъдат подложени на голямо натоварване.
Преди да изберете и купите всички материали, трябва да нарисувате скица, на която да са изобразени всички елементи, за да не се налага да ги купувате по-късно по време на производството на тръбоогъвачката. да не се налага да закупувате допълнителни елементи по време на процеса на изработка..
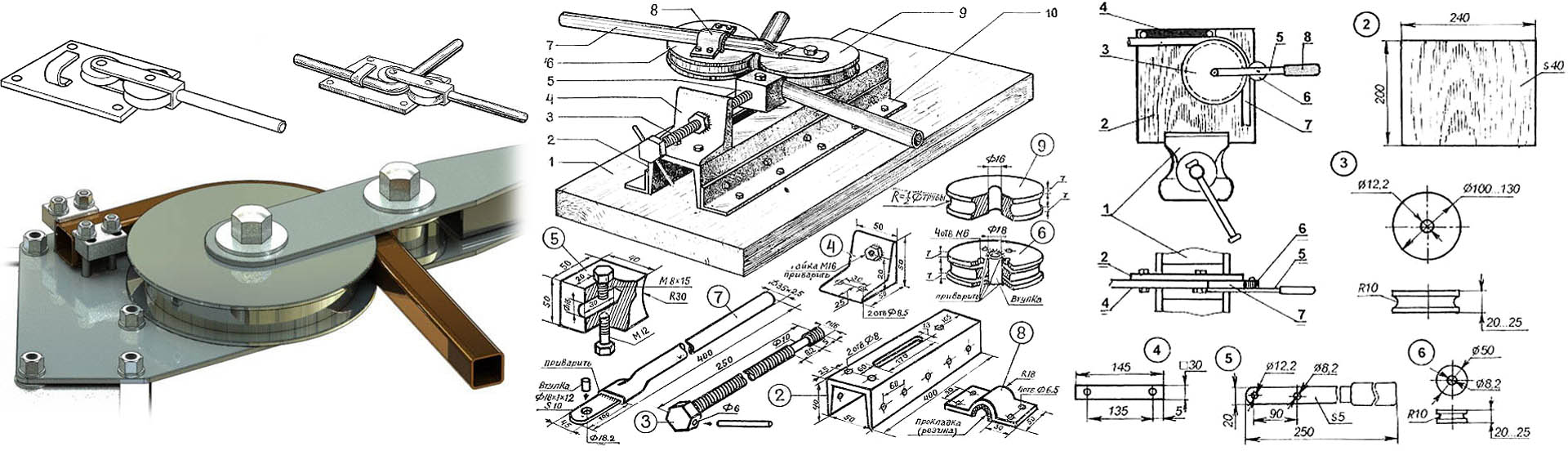
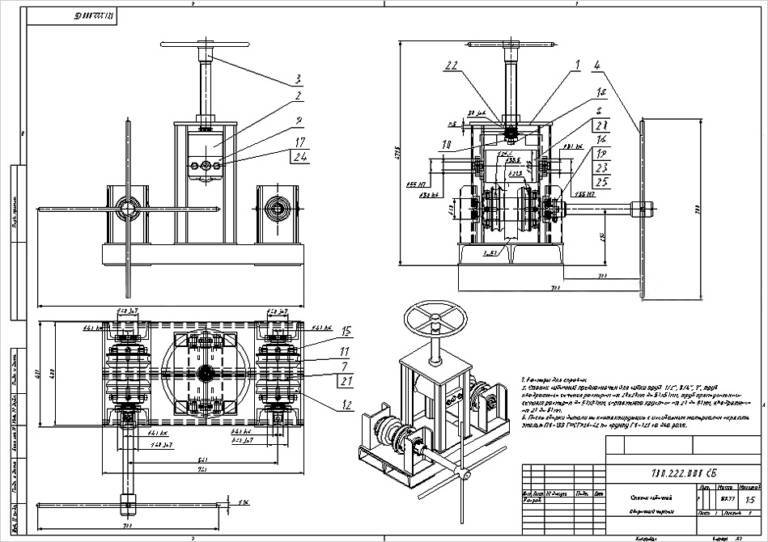
Процес на сглобяване на уреда за огъване на охлюви
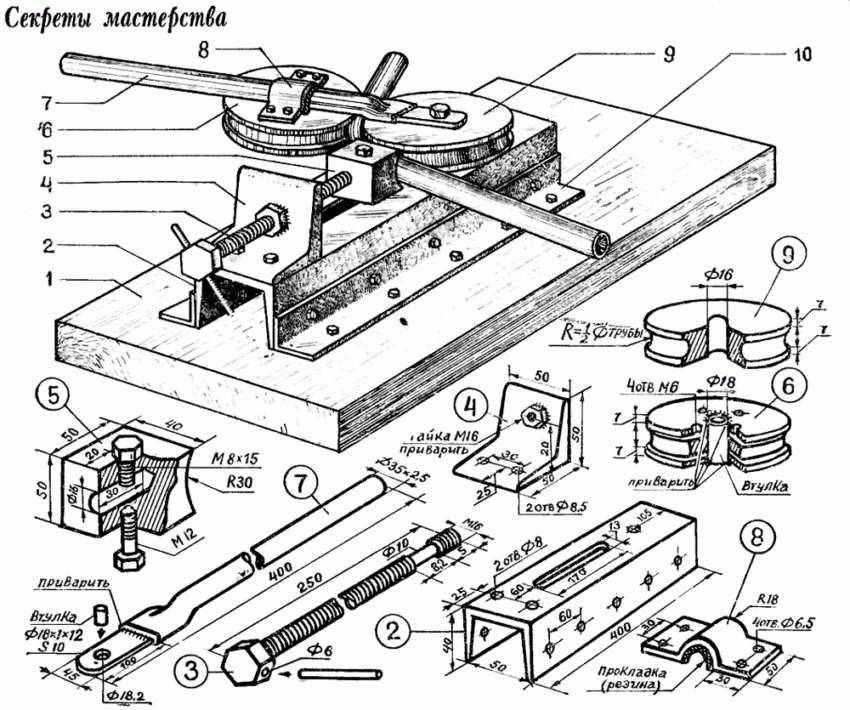
Сглобяването на всяка част от оборудването започва с изготвянето на принципна схема.
След това можете да пристъпите към основните работни процеси, показани на снимката с инструкции:
- Заварете основата на инструмента от два успоредни канала. Ако предпочитате, можете да използвате само метална плоча с дебелина 5 мм или един широк канал.
- Поставете лагери на валовете и заварете две такива конструкции към основата. Препоръчително е да ограничите валовете с метални ленти или да ги поставите във вътрешната кухина на каналите.
- Поставете зъбните колела и ги заварете заедно с веригата между тях.
- Изрежете и заварете страничните водачи на притискащото устройство към основата.
- Поставете лагерите върху вала на пресата и сглобете конструкцията на пресата със страничните ограничители с помощта на планки или ламели.
- Направете основа за втулката и я заварете към плочата. Завийте затягащия винт.
- Заварете към горния ръб на стягащия винт и към задвижващия вал на тръбния шлюз.
- Смажете лагерите с машинно масло.
Няколко полезни съвета:
След сглобяване на тръбния огъвач и тестването му можете да боядисате конструкцията с боя за защита от корозия за по-добро запазване на заваръчните шевове. За да се улесни работата, към водачите допълнително е прикрепена пружина, която връща пресата в горно положение.
Видове машини за огъване на профили и тяхната конструкция
Профилните тръби имат различни дебелини на стените и диаметри, така че са необходими различни машини за огъване на тръби. Машините за огъване на профилни тръби се различават конструктивно от стандартните огъвачки за кръгли тръби. Профилите са много устойчиви на огъване и радиусът им на огъване обикновено е по-голям.
 Машина за огъване на профили
Машина за огъване на профили
Основните видове огъвачи на тръби за профилния продукт:
- по тип задвижване;
- метода на огъване;
- местоположението на подвижната ролка.
Според вида на задвижването
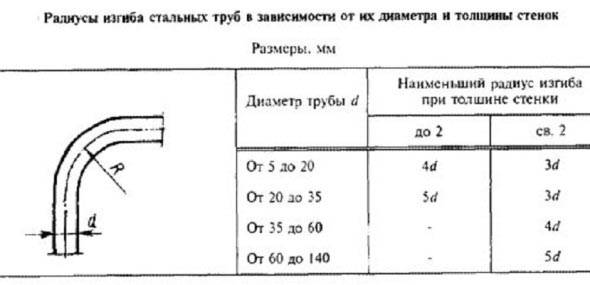
Ъгълът на огъване, както и материалът на тръбата и необходимата точност, определят избора на огъваща машина:
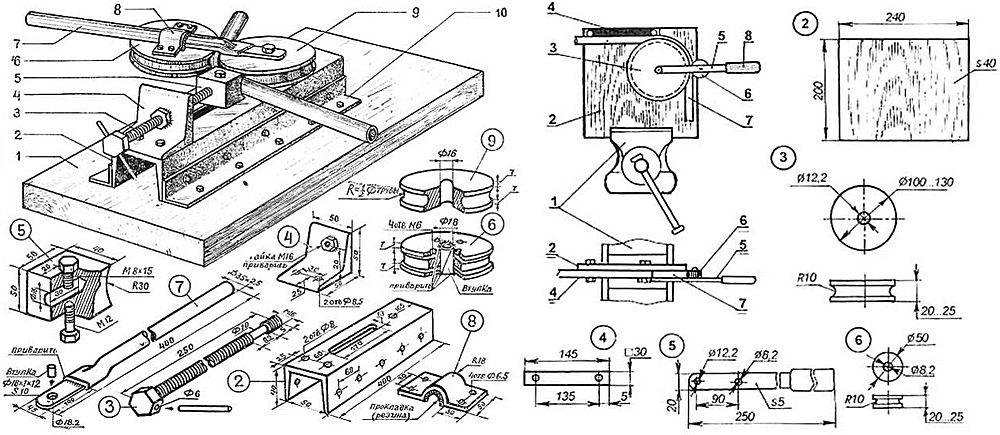
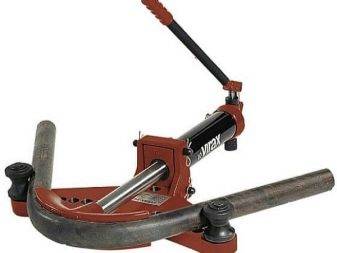
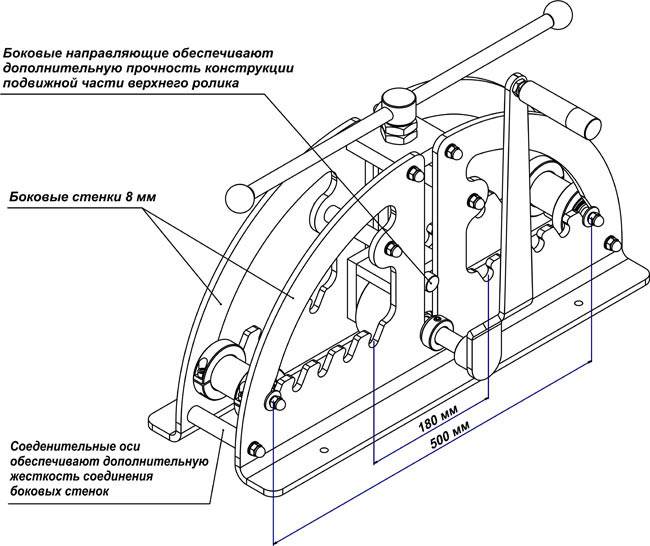
- Хидравличен - предназначен за огъване на триинчови елементи. Те се отличават с високо ниво на производителност, точност и бързина. Предлагат се в ръчна и автоматична версия. Това е най-мощната машина за огъване, която може да огъва всякакви тръби. Тя включва - канал (широки и тесни секции, по три от всеки вид), заключване на пантата, ролки - 3 броя (поставени върху лагерни възли), дръжка за прехвърляне с втулка, повдигач за машината.
- Електрически - препоръчва се за огъване на профилни тръби с голям диаметър. Те се използват предимно за основни тръбопроводи. Машината се състои от:
- рамка, изработена от канали;
- Метални ролки - 2 бр;
- три предавки;
- метална верига;
- редуктор, електрически двигател с механично задвижване.
- Ръчни - те работят с физическата сила на човека. Те са разработени за профили с малък диаметър. Инструментът работи като машина за валцуване. Основните части са изработени предимно от метал:
- опорна ролка;
- валяци;
- елементи на шасито;
- регулиращ винт;
- дръжка за подаване.
Според метода на огъване
Една и съща част може да бъде огъната по различни начини, като се използват различни видове огъвачки:
- сегментни - популярността им се дължи на факта, че частта може да бъде провлачена, за да се получат няколко въртящи се фрагмента;
- арбалет - същността на работата се състои в разтягане на метала и огъването му на едно място;
- с пружинно натоварване - предназначени за пластмасови изделия.
В зависимост от местоположението на подвижната ролка
Подвижната ролка може да бъде разположена в средата или отстрани (отдясно или отляво):
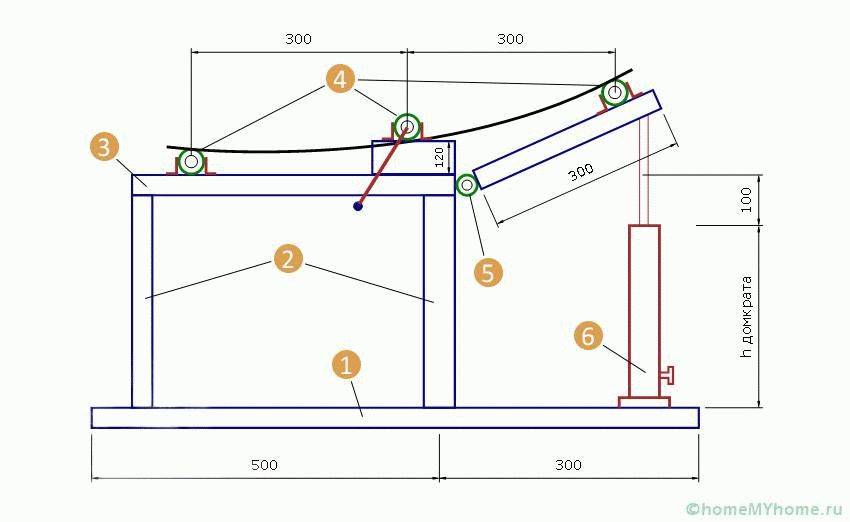
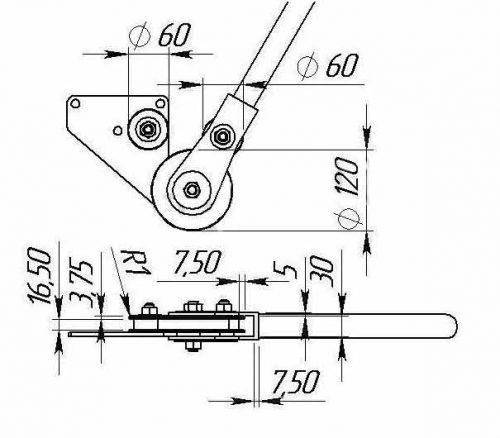
- Конструкция, при която движещата се ролка е в средата, а крайните ролки са закрепени към корпуса. Те са леко повдигнати над основата. Средната ролка е монтирана на специално монтиран U-образен постамент, в средата на който е закрепен голям винт за натиск. В долния край към винта е заварена притискаща ролка. При въртенето на този винт профилът се понижава или повишава, което води до огъването му. Към един неподвижен валяк трябва да се завари дръжка, която се използва за придвижване на профила около машината. За да се улесни процесът на валцуване, неподвижните валове са свързани с верига.
- С подвижна ролка на ръба - поставя се от дясната или от лявата страна. Той се върти заедно с основната част, която е свързана с леглото с метални панти. Ъгълът на огъване се влияе от нивото на повдигане на масата, чиято височина се променя с помощта на повдигача. Конструкцията се върти от централен валяк, към който е заварена дръжка. За да се намали усилието, устройството може да се оборудва с верига.
В обобщение, най-подходящият тип огъваща машина за тръби за постигане на желаното огъване на профилна тръба при монтиране на оранжерия или друга конструкция в двора е с ръчно задвижване. Размерът на профилните детайли и обемът на работа са малки.






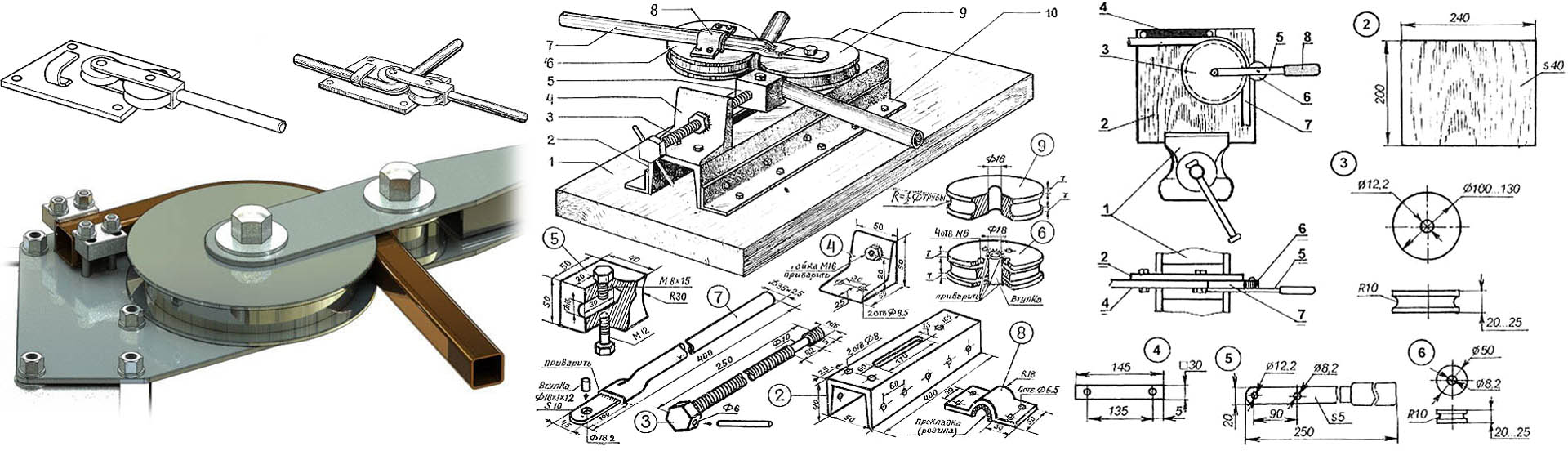
С ролка под налягане
Този тип огъвачка на тръби ще бъде по-сложна в структурно отношение, но можете да работите и с тръби с по-дебели стени.

Основните елементи на този огъвач на тръби са ролките, между които се извършва огъването. Първият е прикрепен към работната маса, а тръбата е огъната около него. Вторият е подвижен и притиска тръбата към първия за огъване.
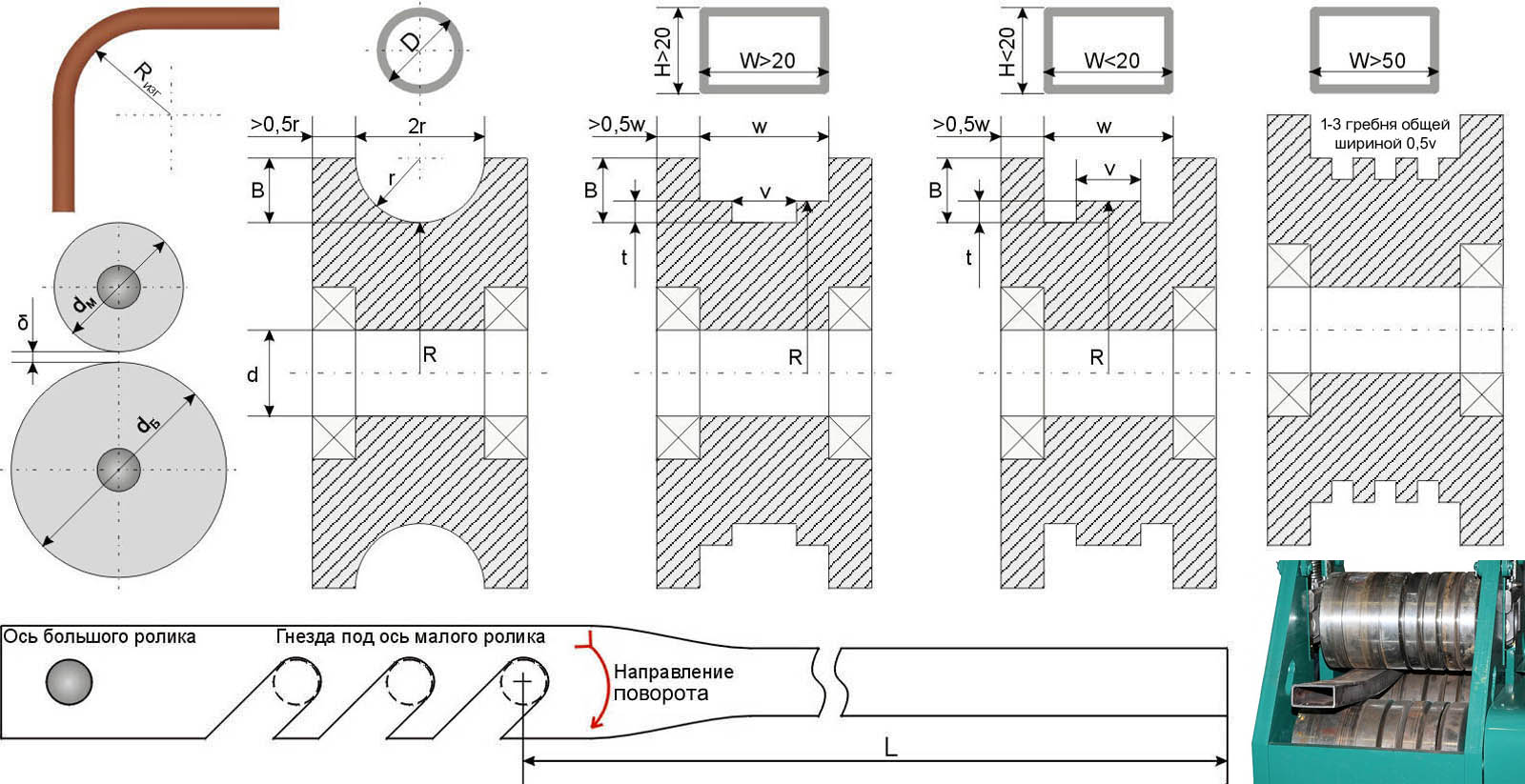
Ролките за тази машина са изработени от метал или дърво. За огъване на стоманени тръби се използват метални ролки. За огъване на медни или алуминиеви тръби се използват дървени ролки, за да се избегне деформация.
За да сглобите сами такава машина, ще ви е необходимо:
- стабилна основа - дървена или от шперплат;
- две ролки - метални или дървени;
- U-образен държач за ролки;
- Надеждна дръжка.
Държачът задължително е изработен от метал, тъй като ще бъде подложен на голямо натоварване. Ролките са прикрепени към държача от двете му страни. След това цялата конструкция се закрепва към основата през центъра на първото колело.
Важно е да се гарантира, че държачът се върти около първата ролка. Дръжката е прикрепена от другата страна на държача. Дължината и дебелината на дръжката се избират в зависимост от тръбите, които ще се огъват.
Може да се подлага на високи натоварвания
Дължината и дебелината на дръжката се избират в зависимост от вида на тръбата, която ще се огъва. Това може да бъде силно стресиращо.
Може да ви хареса и
Коментари VK:
Име*
Коментар
Видове машинни инструменти
В зависимост от експлоатационните изисквания се прави разграничение между стационарни (неподвижни) и ръчни машини. Стационарните конструкции се използват предимно във фабриките. Ръчно изработените от собствените ви ръце са по-подходящи за работа в домашни условия.
В зависимост от задвижването има няколко вида огъвачи на тръби:
- Хидравличен (използва се хидравличен повдигач). Те могат да бъдат стационарни или ръчни. Те огъват тръби с диаметър до 3". Такива машини се използват в специални отрасли и могат да извършват впечатляващо количество работа.
- Механични. Налягането се създава ръчно с помощта на главен винт или лост.
- Електрически. Огъването се извършва с помощта на електрически двигател), подходящ за огъване на всички видове тръби - както с тънки, така и с дебели стени. Прецизните изчисления на ъгъла на огъване се извършват по електронен път. Тези тръби не са подложени на изкривяване.
- Електрохидравличен. Електрохидравличният цилиндър се задвижва от електрически двигател.
Възможно е тръбата да се огъва по различни начини.
Поради това методите за огъване могат да бъдат разделени на:
- Сегментно. Оборудван е със специално устройство, което едновременно издърпва и огъва детайла под желания ъгъл около сегмента.
- Машина от тип арбалет. Оборудван със специален механизъм, състоящ се от компонент за огъване.

- Устройство, задвижвано от пружина. Това са машини с пружинно задвижване. С тези машини е възможно да се обработват металопластични части.
- Трева. Състои се от водач, който се поставя в тръбата преди извършване на работата. Този елемент на дорника предпазва обработвания детайл от деформация и сплескване. Тази машина се използва в производството на автомобилни тръби и за огъване на алуминиеви тръби.
- Без власинки. Огъването се извършва, като детайлът се увива около огъващата ролка.
В зависимост от дължината на огъвания детайл се използват два вида устройства:
- лостови машини;
- подвижни устройства.
Устройствата с лост се считат за най-често използваните. В индустриалното производство има и огъвачки за тръби за сода и арбалет. Принципът на действие на тези машини се състои от две направляващи ролки и шаблон за натиск (дорник). Този механизъм дава възможност за студена обработка на кръгли метални тръби в малки зони. Поради малките си размери огъвачът на тръби "арбалет" се счита за по-често използван уред от професионалните монтажници на технически съоръжения. Името на устройството идва от факта, че конструкцията му наподобява арбалет.





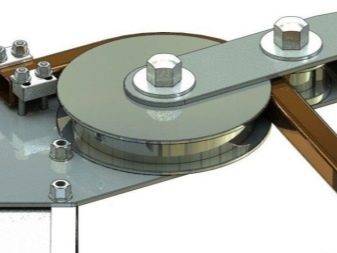
Възможно е да се използва огъваща машина за тръби за производството на голям брой еднотипни части с малък радиус на огъване. Тази машина се състои от две шайби (колела) с различен диаметър, закрепени на валове. Чрез закрепване на единия край на тръбата върху колелото, ролката с най-малък диаметър (основното колело) упражнява натиск върху обработвания детайл, като същевременно търкаля ролката върху обработвания детайл. Това кара тръбата да се огъва по повърхността на голямата шайба, придавайки ѝ форма. Единственият недостатък на този метод е, че не е възможно да се правят криви с по-голям радиус.
Изработените от собствените ви ръце огъващи машини, при които може да се регулира ъгълът на деформация на металната тръба, се считат за практични и универсални в работата си. Най-простата система на търкаляща машина се състои от основа и задвижващ вал, закрепени към нея на определено разстояние един от друг. Тръбата е подложена на налягане от подвижна ролка и се изтегля чрез въртене на основните ролки. При изработване на завои с малък радиус са необходими от 50 до 100 серии. Продуктът трябва да се валцува с една и съща скорост, за да се избегне изкривяване. Самостоятелно сглобяване на подвижния механизъм Трудно е сами да сглобите машина за огъване, тъй като ще трябва да извършите някои стругарски и заваръчни дейности.


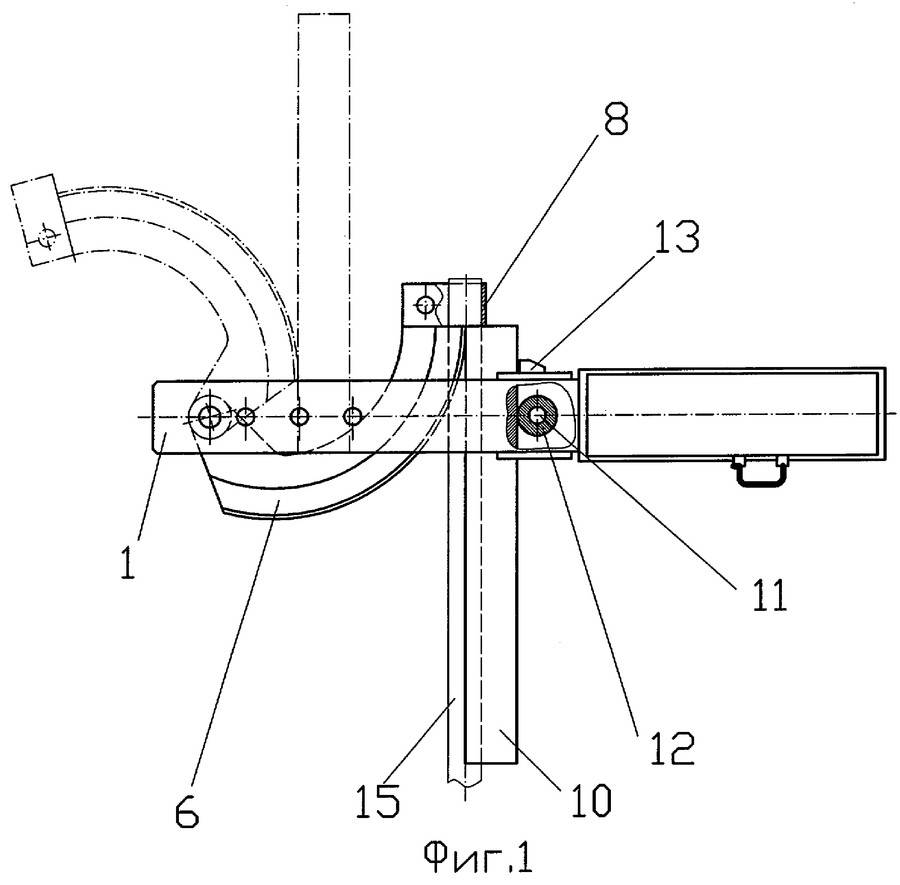
Как се конструира огъвачът на тръби?
Специфичният дизайн на устройството зависи преди всичко от предназначението му, но задължително огъвачката на тръби включва
- рамка;
- Чифт ограничители за тръби;
- хидравличен цилиндър;
- Щанги за огъване на тръби (горна/долна).
Обърнете внимание, че рамката може да бъде отворена или затворена. Що се отнася до хидравличния цилиндър, той е основната част на уреда, която изпълнява функцията на захранване.
Също така в схемата на огъвача на тръби със собствените си ръце има устройство за налягане, което е поставено на гърба на тялото; на същото място има винт на преливния клапан, дръжка. Но в горната част на цилиндъра има тапа, през която се налива масло и се проверява нивото му. Агрегатната планка, разположена в долната част, се завинтва към резбата в предната част на корпуса и след това се закрепва със специална гайка. Освен това планката е обезопасена с ключалка и чифт винтове.

За ръчно укрепване се използва прибиращ се прът, който се връща обратно благодарение на пружина, разположена в цилиндъра. Огъващите се пръти са изработени като заварена конструкция. Върху напречните плочи има отвори, с помощта на които се монтират ограничителите. В долната част на корпуса има отвори с резба за болтове за настройка на височината.
Когато разглеждате огъвачката на тръби със собствените си ръце, не можете да пренебрегнете факта, че профилните тръби с тънки стени стават все по-популярни през последните години; освен това те дават възможност за създаване на трайни и привлекателни структури, както и за спестяване на строителни работи. Такива тръби днес се използват за направата на оранжерии и различни навеси. Каква е разликата между профилирана и обикновена тръба? На първо място, напречното сечение, което в този случай не е кръгло, а овално, правоъгълно или квадратно. Това обяснява конструктивните особености на тръбоогъвачката за този тип тръби - ролките трябва да са със същото напречно сечение като огъваните продукти, в противен случай напречното сечение на последните може да се деформира.
Хидравлично огъване на тръби
Когато правите тръбен огъвач със собствените си ръце, трябва да вземете решение за вида на задвижването. В повечето случаи домашните версии са с ръчно задвижване, тъй като е лесно да се направи и е евтино. Такъв дизайн обаче не може да работи с детайли, които са изработени от твърди метали. Хидравличният огъвач на тръби дава възможност за работа с детайли с голям диаметър и значителна дебелина на стената, но конструкцията е доста сложна и има много особености.







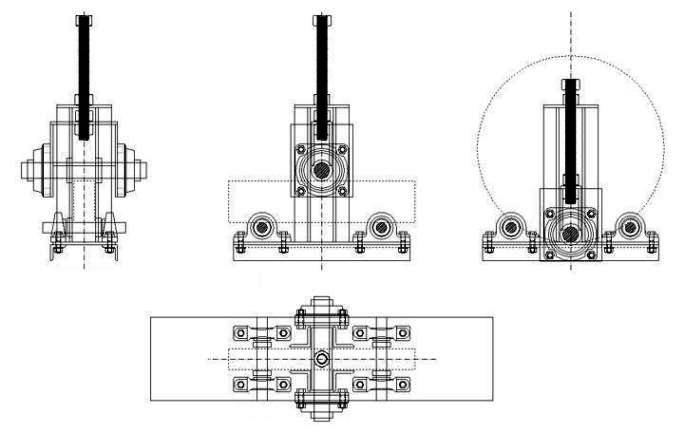
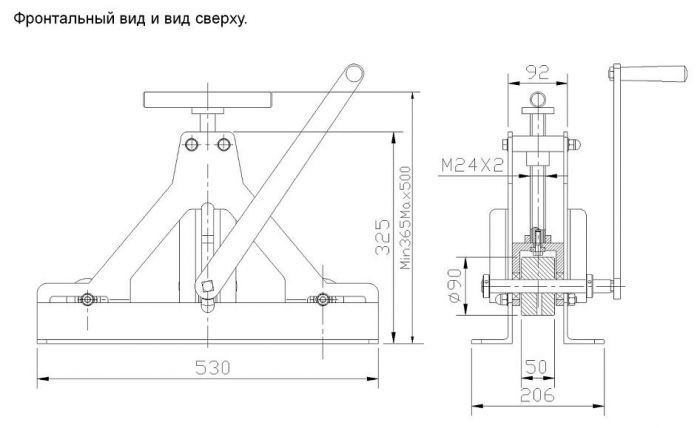
Проектиране на ръчно хидравлично огъване на тръби
При изработката на машина за кръгли тръби с хидравлично задвижване трябва да се вземат предвид следните точки:
- Предаването на силата се осъществява чрез работната течност, която се използва като масло или вода. Всички тръбопроводи трябва да имат висока степен на херметичност и да са херметични под налягане.
- За създаване на налягане може да се използва компресор.
- Налягането се предава на инструмента чрез хидравличен цилиндър.
Хидравлично задвижваната огъваща машина за пластмасови ламаринени тръби може да бъде проектирана по много различни начини. В този случай задвижването е важен елемент, който ви позволява да автоматизирате процеса на огъване и да увеличите обхвата на приложение на устройството.
Защо си заслужава
И трите начина за изработване на прост тръбен огъвач със собствени ръце са ефективни и достъпни за всеки човек, който владее ключарски умения, може да работи с електрическо заваряване и да чете технически чертежи. В малък ключарски цех или цех за металообработване изграждането на домашен огъвач на тръби е още по-просто - в присъствието на специалисти от различни профили можете да направите инструмента за един ден.
Защо домашният огъвач на тръби е от значение и за промишлените предприятия, всеки ще разбере, когато види цените на фабрично произведените машини. Ако сами сглобите тръбния огъвач, дори ако трябва да закупите всички части на пазара или в магазин, той ще ви струва няколко пъти по-евтино, отколкото ако го купите. Още повече че изработеният от собствените ви ръце огъвач на тръби може да бъде адаптиран към вашите нужди, като се правят промени в основните чертежи в зависимост от спецификата на бъдещата му употреба.
Основни структурни елементи
Принцип на работа
За да направите конкретен дизайн на машината, трябва да прегледате няколко диаграми, за да определите набора от части. Факт е, че ако е необходимо, всички компоненти на възлите могат да бъдат закупени за пари, но можете също така да използвате тези материали, които са във вашето домакинство, и да не плащате нищо за това. В повечето случаи домакините се спират отпред и за това трябва да имате налични материали:
- три метални ролки (ролки);
- задвижваща верига;
- шарнирни валове;
- задвижващ механизъм;
- метални профили (канали) за рамката.
Понякога, при липса на метални ролки, те се заменят с дървени или полиуретанови, но... Такъв механизъм за търкаляне няма да издържи на дългосрочно натоварване, т.е. машината ще изпълнява предназначението си, но не за дълго. Има ли смисъл да разпилявате труда си за краткосрочна полза, ако с усилие или дори с плащане на определена сума можете да намерите стоманени валяци?
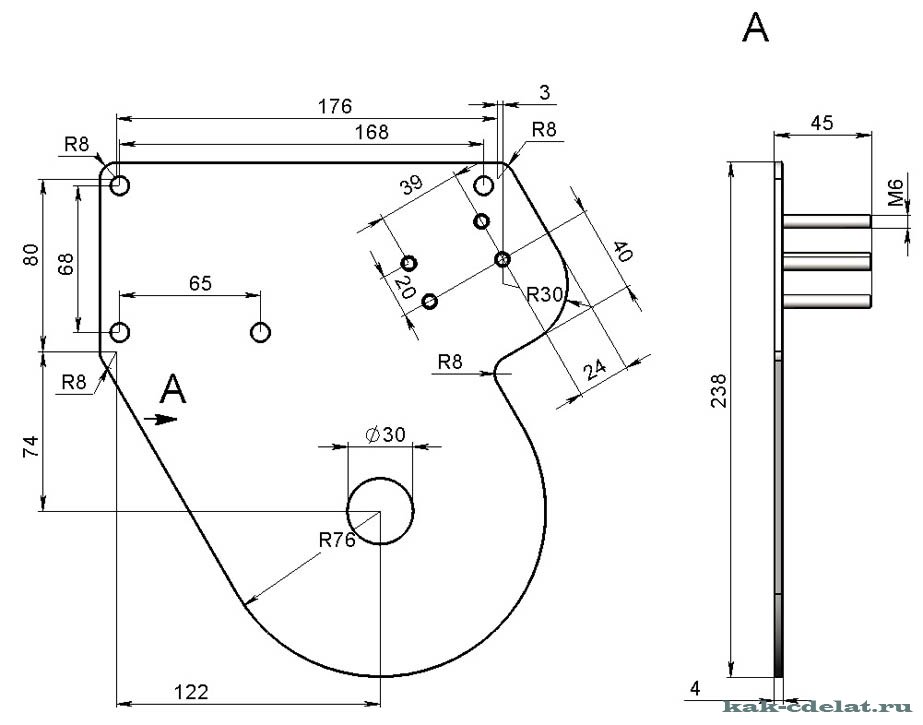
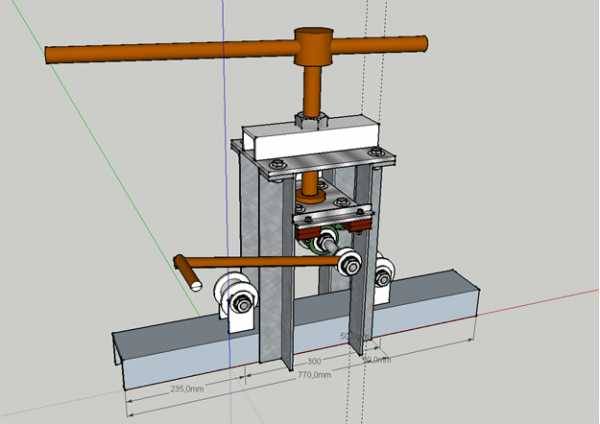
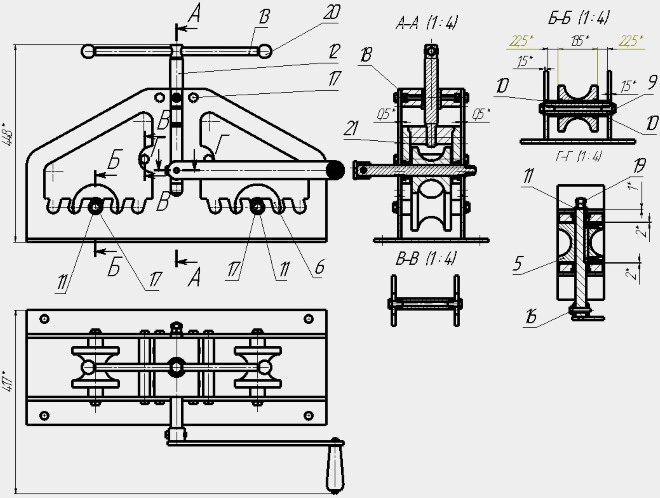
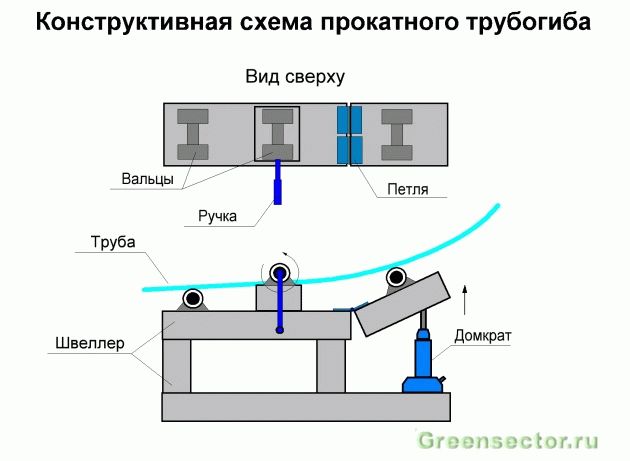
Схема на обикновен огъвач на тръби с размери в mm
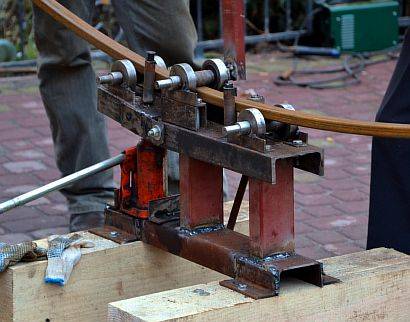
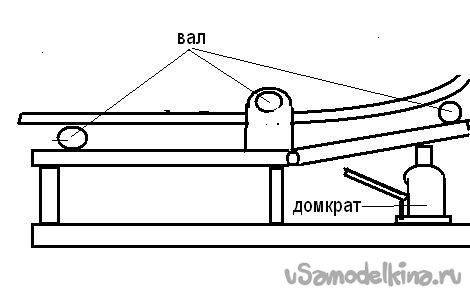
Както сте разбрали, процесът на деформация на профила се извършва чрез валцуване, т.е. тръбата се валцува върху валовете (ролките), което изключва счупване и напукване. За валцуване (огъване) на профила той се поставя в линията за валцуване (между валовете) и се притиска отгоре с винт или крик до желания радиус на огъване. След това тръбата се премества чрез завъртане на копчето за подаване и огъването се извършва по цялата ѝ дължина. Оказва се, че това е ръчен задвижващ механизъм, задвижван с мускулна сила, но е много удобен в дома.
Профилът се закрепва с помощта на крик
За да сглобите със собствените си ръце прост тръбен огъвач, ще ви е необходимо:
- повдигач (за предпочитане тип зъбна рейка и зъбно колело);
- метални профили с рафт за хоризонтална и вертикална рамка;
- пружини, изработени от легирана стомана (отличават се с висока якост).
- три стоманени вала с лагери;
- задвижваща верига (може да е от велосипед или мотопед)
- зъбни колела (задвижващи и задвижвани)
- дебели фитинги за осите и дръжката на задвижването.




Видео: процес на огъване на тръба
Както можете да видите, по-лесно е да направите профилен огъвач със собствените си ръце според наличните чертежи, а снимковите и видеоматериалите само помагат за това. Показаният на снимката профилоогъвач се задвижва с дръжка, която върти вал с движеща се предавка. Веригата предава въртенето на вала на празен ход, а трети вал притиска профила отгоре до необходимия ъгъл на огъване. Всичко е много просто.
Как да създадем механизъм
Как да си направим машина за огъване
Ако се интересувате от това как да си направите профилен огъвач, ще трябва да извършите редица действия, които ще гарантират тази надеждност на механизма, а именно:
- изработване на здрава рамка, сглобена чрез заваряване и болтови връзки;
- според чертежа (спецификацията) да се изработят и монтират осите на въртене на ролките. Те са три - две ролки и една притискаща ролка;
- за да въртите ролките, трябва да осигурите верижно предаване, т.е. да заварите (равномерно) зъбното колело и празния ход;
- заварете копче към зъбното колело, за да го завъртите.
Нюанси на изработката
Завършено огъване на тръби
Ако разполагате с всички необходими части, е лесно да направите механизъм за огъване на профили. Първото нещо, което трябва да се вземе предвид, е, че всички валове трябва да се въртят върху лагери - точното въртене ще осигури правилно търкаляне, без повреди или прегъвания. Главните и празните зъбни колела трябва да бъдат правилно центрирани - дори 0,5 мм отклонение от центъра ще доведе до неправилна деформация (огъването ще бъде неравномерно).
Притискащият вал също трябва да бъде центриран - от това зависи точността на ъгъла на огъване. Най-добре е, когато и трите валяка са с еднакъв размер - валякът е най-точен. Стегнатостта на придържането също е фактор за точността на ролките, така че ролките трябва да бъдат правилно притиснати.
Важно съображение за занаятчиите
Полезно съвети от занаятчията са винаги популярни и търсени. Използването на опита на майстора ще ви помогне да избегнете правилния избор при извършването на съответната работа:
- При ръчните машини изобщо не е необходимо да се прибягва до монтирането на верижна предавка, тъй като конструкцията ще функционира чрез движение само на един вал.
- За да се предотврати изплъзване на тръбата от шаблона за огъване, трябва да се използват подходящи метални куки.
- Ако тръбата трябва да се огъне с голям радиус, се използват три ролки.
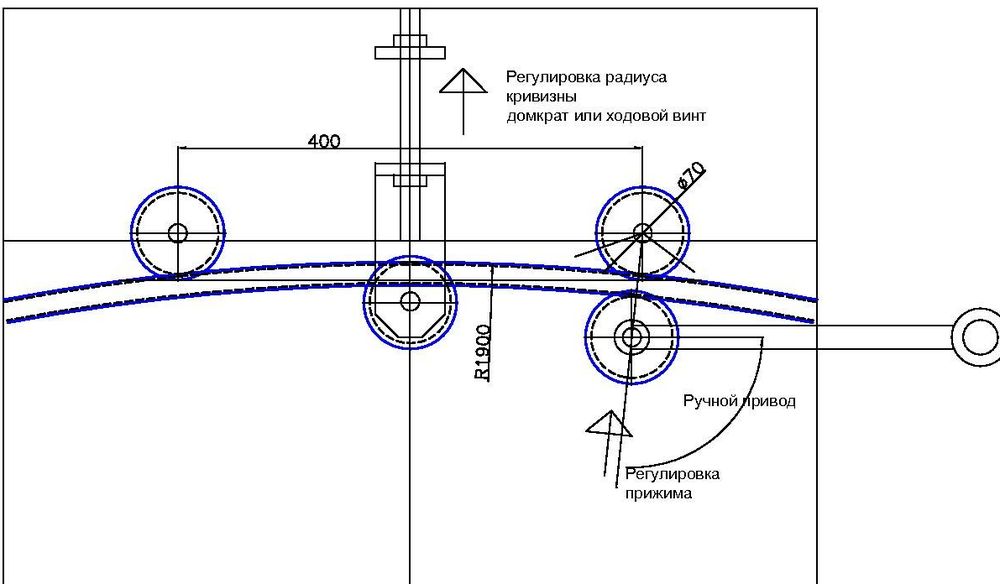
- При проектирането на машина за ръчно огъване трябва да се обърне внимание на възможността за предварително регулиране на радиуса на огъване.
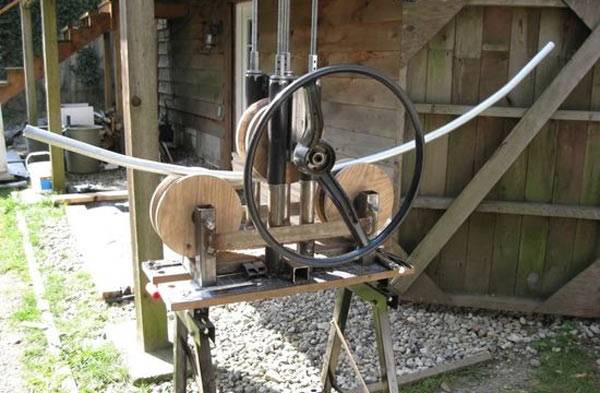
Във видеото е показан друг вариант на ръчно огъване на тръби с две зъбни колела. Полезна вещ, която не изисква много икономически и физически разходи.
Ако разполагате с огъвачка на тръби, можете дори да печелите пари от нея. В края на краищата, той може да се използва не само за огъване на профилни тръби, но и на арматурни заготовки, като се получават необходимите модели. Огънатите фитинги се използват за изработване на декоративни елементи на входната врата, навеси, навеси и др.



