- Характеристики и спецификации на водопроводни и газопроводни тръби
- Стандарти и размери за стоманени тръби
- Параметри за заварени продукти с прав шев
- Правила за електрически заварени спирално заварени тръби
- Изисквания за горещи безшевни продукти
- Стандарти за студено деформирани безшевни тръби
- Особености и характеристики на продуктите за вода и газ
- Диаграма на горещи безшевни тръби
- Технически спецификации
- Защо да изберете метал за отоплителни системи
- Типове тръби по производствен метод
- Безшевни горещо деформирани стоманени тръби GOST 8732
- Безшевни студено деформирани стоманени тръби GOST 8734
- Електрически заварени стоманени тръби съгласно GOST 10704
- Плюсове и минуси на металните тръби
- Какви са стандартите GOST за стоманени тръби
- Производство на стоманени тръби: основни методи
- Как се изработват електрозаварени надлъжно заварени продукти?
- Производство на електрически заварени спираловидни заварени типове
- Производство на горещо деформирани безшевни продукти
- Характеристики на студено деформираните тръби
- Преглед на продуктите на водещите производители
- Производител #1 - марка HOBAS
- Производител #2 - Steklokompozit
- Производител #3 - марка Amiantit
- Производител #4 - Poliek
- Правоъгълна тръба
Характеристики и спецификации на водопроводни и газопроводни тръби
Правоъгълните тръби са продукти със заварени шевове. Производството им е значително по-евтино от това на изцяло валцуваните тръби. Строгите стандарти позволяват заварените тръби да се произвеждат със същата издръжливост като твърдите валцувани тръби. За защита се нанася цинково покритие както от вътрешната, така и от външната страна на тръбата.

Поцинкованите тръби VGP се характеризират с:
- устойчивост на корозия;
- дълга безпроблемна работа;
- универсалност на използването;
- сравнително ниска цена.
Електрически заварените тръби се разделят на черни (без антикорозионно покритие) VGP тръби и поцинковани тръби. Официалните изисквания за тези материали са посочени в ГОСТ 3262-75. Кръглите тръби VGP се произвеждат гладки, с резба или муфа. Резбата се различава по местоположение (външна или вътрешна) и по начина на нанасяне (набраздена, изрязана).
Валцованата резба не трябва да намалява вътрешния диаметър на тръбата с повече от 10%. Няма строги изисквания за размера на резбата - тя може да бъде дълга или къса.
Общото за профилираните и заварените кръгли стоманени тръби е използването им в градски инфраструктури, които не са свързани с транспортни комуникации. Това включва проектиране на билбордове, озеленяване на градски улични пространства, прилежащи площи, изграждане на детски площадки. "Непромишлената" употреба на поцинковани тръби достига значителни размери.
Препоръчваме ви да се запознаете с: Кое отопление е по-добро и как да го инсталирате в частна къща
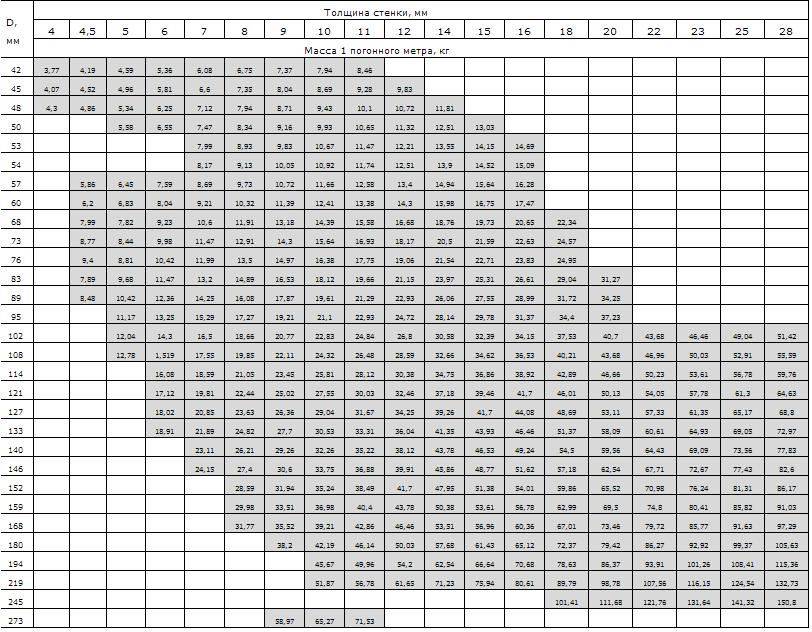
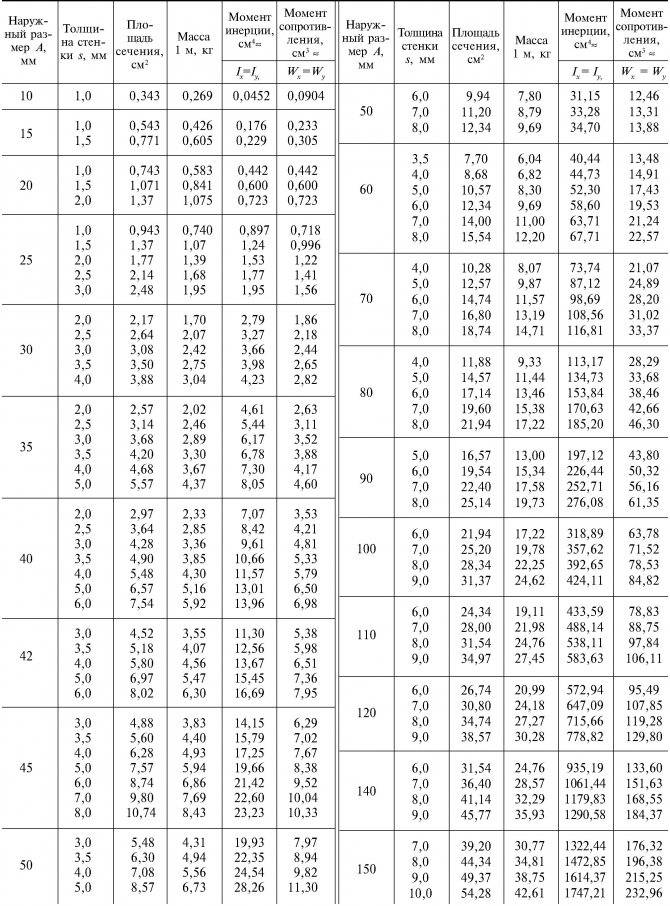
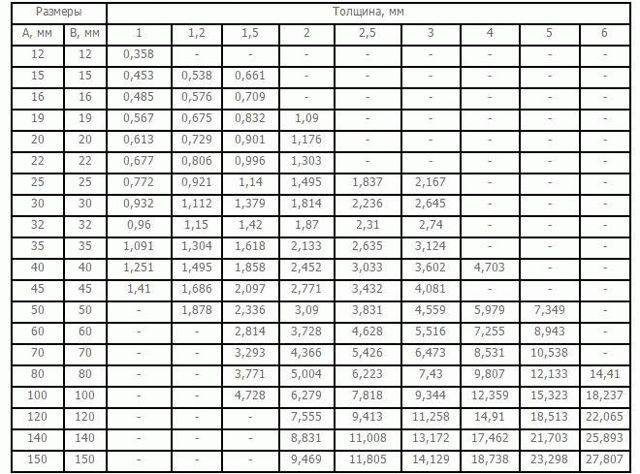
Важна характеристика на поцинкованите тръби е дебелината на стените им. Най-дълготрайните тръби са дебелостенните поцинковани тръби.
Трябва да се има предвид, че дебелината на стената оказва влияние върху диаметъра на тръбата и нейното тегло. Външният размер на поцинкованата стоманена тръба VGP остава един и същ, независимо от дебелината на стената. По този начин най-добрият капацитет на потока, при равни други условия, ще бъде показан от тънкостенната тръба. Тръбите се произвеждат с размерите и теглото, посочени в таблицата, като размерите са дадени в mm.
Съществува обратна зависимост от работното налягане. Тънкостенните тръби издържат до 25 atm, а дебелостенните - до 35 atm.
Тръбите със средна дебелина на стената се наричат нормални тръби. Тези видове тръби се купуват на тегло, което означава, че купувачът не плаща на линеен метър, а цената е свързана с теглото на продукта.
Стандарти и размери на стоманени тръби
За валцуваните стоманени тръби има специфични стандарти и ГОСТ. Те описват начина на производство на продукта, неговите основни размери, напречно сечение и дебелина на стените. Въз основа на тази информация се определя областта на използване на дадена част.
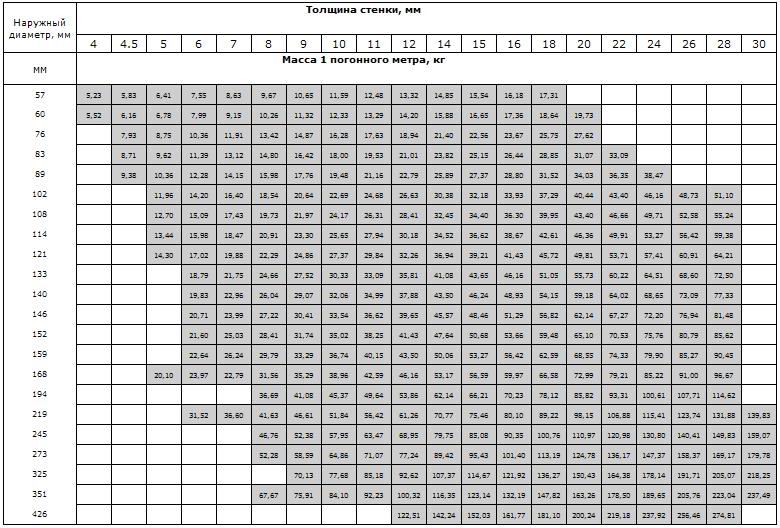
Параметри за заварени продукти с прав шев
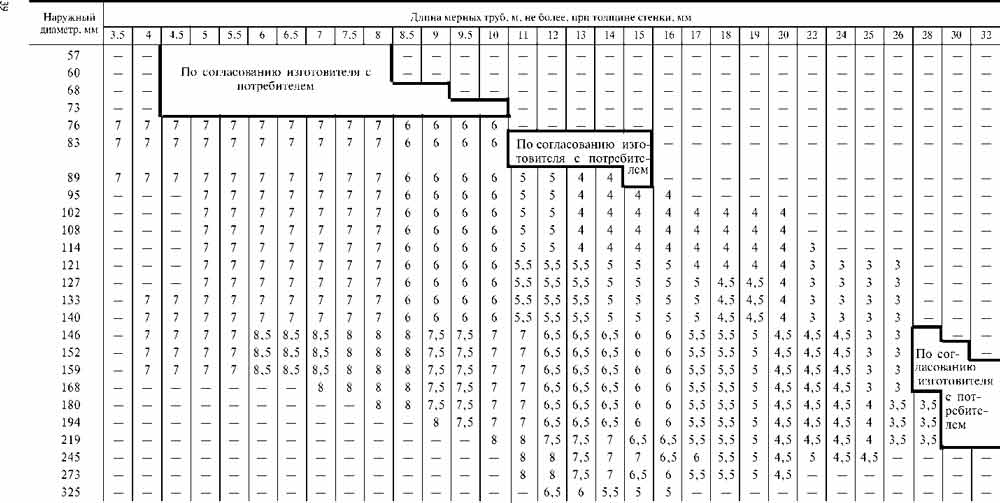
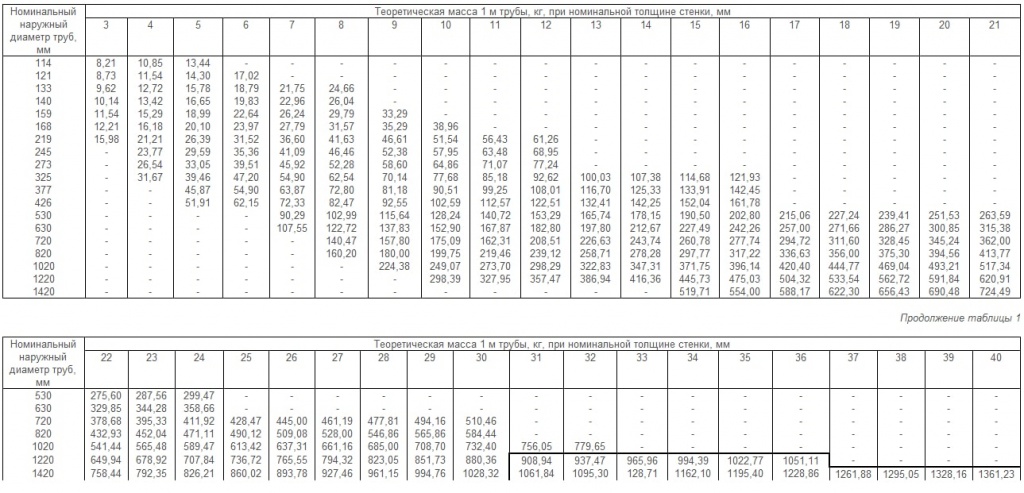
Производството на електрозаварени тръби с прави шевове се регулира от ГОСТ 10704-91. Според тази информация външният диаметър на продукта е 10-1420 милиметра, а дебелината на стената варира от 1 до 32 милиметра.
Фитингите, чийто диаметър не надвишава 426 мм, имат измерена и неизмерена дължина. В специални случаи се произвеждат тръби с по-здрав, подсилен шев, но за тях има отделен специален стандарт - GOST 10706.

Електрически заварените стоманени тръби с прав шев са универсален материал с най-широк спектър от приложения. Достойното им качество и ниската им цена ги правят подходящи за използване както в големи обекти, така и в личния живот.
Тръбите от този тип най-често се използват за полагане на технологични комуникационни системи с умерено налягане и за създаване на практични, удобни и леки метални конструкции с различно предназначение.
Правила за електрически заварени спирално заварени тръби
Електрически заварените тръби със спирален шев се произвеждат в съответствие с ГОСТ 8696-74. Външният диаметър на тези продукти е 159-2520 мм, дебелината на стените варира от 3,5 до 25 мм, а дължината им е 10-12 метра.

Електрически заварените тръби със спираловиден шев са по-скъпи от праволинейно заварените им аналози. Цената обаче си заслужава, особено ако системата изисква безупречно и перфектно съединение.
Изработените по този начин тръби са по-здрави и издържат на по-високо налягане. Стандартът позволява използването им както в домашни, така и в промишлени приложения за създаване на надеждни, херметични и стабилни в експлоатационно отношение комуникационни системи.
Изисквания за горещи безшевни продукти
Стандартите за безшевни горещообработени тръби са описани в ГОСТ 8732-78. Дебелината на стените им варира от 2,5 до 75 милиметра, а диаметърът им - от 20 до 550 милиметра. Предлагат се тръби с дължини от 4 до 12,5 метра, както измерени, така и неизмерени.





Безшевните тръби, които се произвеждат чрез горещо формоване, на практика не се използват в ежедневието. Те се използват най-често за промишлени системи с високи изисквания за надеждност и плътност.
Тръбите от този тип се използват за транспортиране на силно токсични вещества в химическите производствени процеси. Липсата на шев гарантира, че не може да възникне теч и че вредни вещества не могат да попаднат в земята или атмосферата.
Способността им да издържат на постоянно високо налягане прави безшевните тръби особено подходящи за рафиниращата и газовата промишленост.
Стандарти за студени безшевни тръби
Студеноформованите стоманени тръби се произвеждат в съответствие с ГОСТ 8734-75. Външният диаметър варира от 5 до 250 мм, а дебелината на стената - от 0,3 до 24 мм. Продуктите се произвеждат с номинални дължини от 1,5 до 11,5 метра и с измерени дължини от 4,5 до 9 метра.

Дебелостенните безшевни студеновалцувани стоманени тръби се използват по същия начин като горещовалцуваните тръби. А тънкостенните се използват най-често там, където се изисква комбинация от перфектна якост и ниско тегло (самолетостроене, корабостроене и др.).
Безшевните студеноформовани стоманени тръби предлагат висока якост, стабилност при работа и надеждност през целия период на употреба.
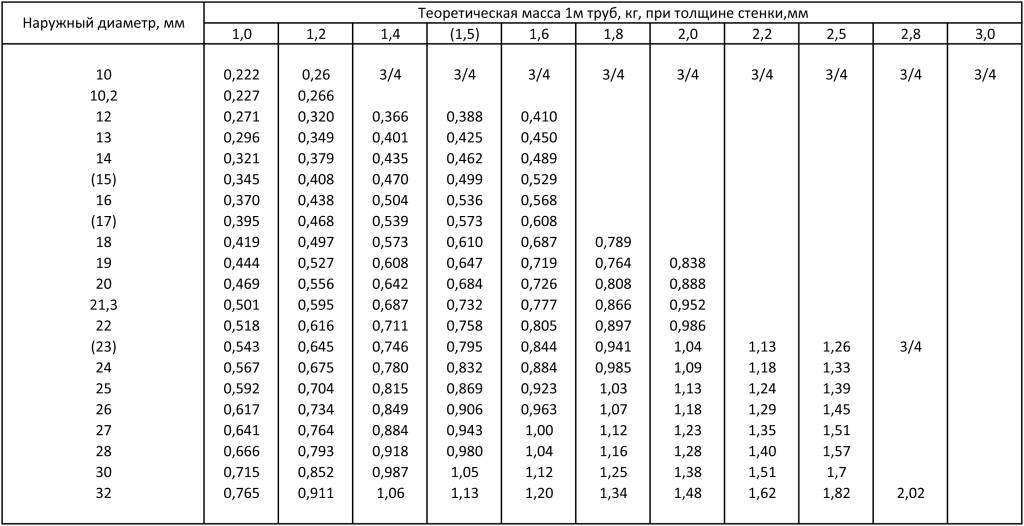
Характеристики и особености на водопроводните и газопроводните тръби
Тръбите за газопроводи и водопроводи се произвеждат в съответствие с разпоредбите на ГОСТ 3262-75. Този вид валцовани метални изделия е отделен като отделен стандарт само поради по-тясната област на приложение.
Външният диаметър на продукта е 10,2-165 мм, а дебелината на стената варира от 1,8 до 5,5 мм. Диапазонът на размерите е еднакъв както за измерените, така и за неизмерените дължини - от 4 до 12 метра.

Водопроводните и газопроводните тръби се използват основно по предназначение: за организиране на водопроводни и газови комуникационни системи. Понякога те се използват за създаване на леки конструкции или се използват в мебелната промишленост за изработване на стилни елементи за интериора.
Стандартът предвижда производството на поцинковани тръби за вода и газ, както и на обикновени тръби.
Диаграма на тръбата HFI
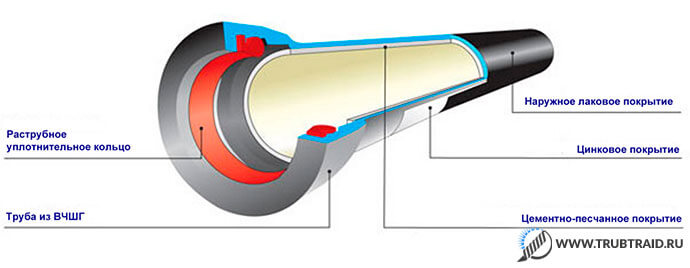 Ясен чертеж на тръби от сфероиден графит с висока якост
Ясен чертеж на тръби от сфероиден графит с висока якост
Както можете да видите, конструкцията се състои от няколко външни и вътрешни елемента:
- О-пръстен: този защитен слой е необходим за укрепване на здравината на структурата. Той служи и като предпазна мярка в случай на счупване или деформиране на тръбата.
- Цинково покритие: необходимо за значително намаляване на ефектите от корозията върху външната повърхност на конструкцията.
- Циментово-пясъчно покритие: служи като вид заземяващ агент срещу влиянието на електричеството върху повърхността на тръбата. В случай на електрическа авария именно този защитен слой ще поеме основната тежест на удара.
- BSTF: Това е основният материал, от който е изработена конструкцията.
- Последният слой: съдържа най-малко примеси и сплави, тъй като е подложен на най-малко натоварване.
Тази диаграма показва физическите и математическите стойности, от които се извличат структурните изчисления и оразмеряването.
Описание:
- Гнездото, D: физична величина, описваща основния параметър в началото на производството, нулевия цикъл. Той представлява основата за изграждане на тръбни конструкции.
- Номинален отвор, DN: номинална стойност, която характеризира преминаването на веществото през вътрешните канали на тръбата.
- Среден диаметър, DE: номинална стойност, използвана за изчисляване на разстоянието между вътрешния, външния и средния диаметър.
- Площ на стената на тръбата, S: основен параметър при изчисляване на основните части на тръбата.
- L и L1: дължините на отделните секции на конструкцията.
ТЕХНИЧЕСКИ ХАРАКТЕРИСТИКИ
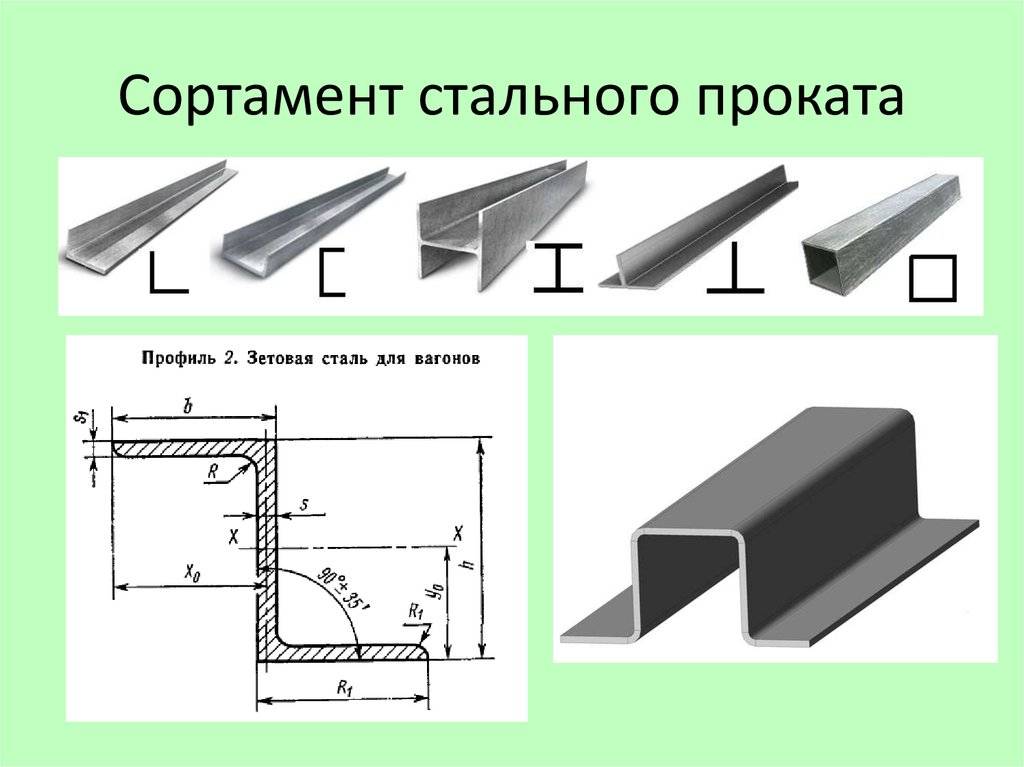
Нека разгледаме основните технически спецификации на стоманените секционни тръби:
- Вид на профила. Основните видове са квадратни, правоъгълни и овални. Този критерий определя разделянето на профила на тръбата в общия диапазон.
- Геометрични размери. За правоъгълни форми това са ширината и височината. А също и дължината на всеки раздел.
- Дебелина на стената. Това е доста важна подробност, защото определя сферата на по-нататъшно използване.
- Тегло. Не по-малко важна е оценката, която определя нивото на качество на стоките. Претеглянето и геометричните размери ви дават представа за дебелината на стената. Това е много полезно в ситуации, в които няма достъп до измервания.
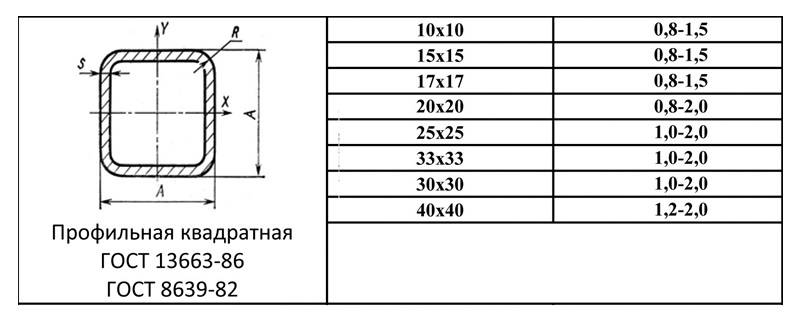
Описвайки стоманените профилирани тръби, трябва да се отбележи, че техният асортимент е определен от ГОСТ 8639-82. В посочения документ се определят три основни типа профили:
- Студено огъване.
- Горещо валцувани.
- Електрически заварени.
 Първите два са безшевни, а третият се произвежда от листов материал чрез заваръчни техники.
Първите два са безшевни, а третият се произвежда от листов материал чрез заваръчни техники.
Необходимо е да се отбележи, че всяка характеристика на тръбата зависи от редица други фактори. Поради тези причини може да се заключи, че наличието на таблица със съответните изчислени стойности по ГОСТ улеснява определянето на нивото на качество на един или друг производител.
Защо да изберете метал за отоплителни системи
Преди повече от двадесет години на практика нямаше алтернатива на тръбите от стомана - въглеродна (на популярен език черен метал), поцинкована, неръждаема стомана. Използването на мед за отопление е било нечувано, а пластмасовите тръби дори не са били споменавани в прогресивните научни списания. Сега ситуацията се е променила драстично: няколко вида евтини, технологично напреднали пластмаси са заменили метала в отоплителните системи.

Независимо от това металните тръби все още са незаменими в много ситуации: когато системите се експлоатират при много високо работно налягане, в горещи работни помещения, когато от тръбите се изисква висока якост.
Видове тръби в зависимост от метода на производство
Прави се разграничение между горещо завършени, студено завършени и електрозаварени тръби. Размерите и допустимите отклонения на продуктите и материалите, използвани при производството им, са посочени в продуктовата гама за кръгли стоманени тръби, като за всеки производствен процес има различни класове:
Безшевни горещо деформирани стоманени тръби GOST 8732.
Производството на тръбите се осъществява на три етапа. В началото кръглата заготовка се нагрява до 900-1200 градуса на специални машини и се пробива отвор, в резултат на което се получава втулка. Следващата стъпка е да се превърне втулката в груба тръба, а последният етап е калибриране, валцуване с окончателни размери по дебелина и диаметър.





Размерите на готовите изделия, произведени по този метод, са: външен диаметър 16-630 mm и дебелина на стената 1,5-50 mm. Заготовките се разделят на няколко групи в зависимост от материала, използван за производството:
- А - регулират се механичните свойства на продукта.
- Б - химическият състав се регулира по време на производството.
- В - механичните свойства и химичният състав се регулират едновременно;
- D - химичният състав се регулира и механичните свойства се изпитват върху пробни тела;
- E - стойността на изпитвателното налягане по време на проверката се регулира.
Производство на горещо деформирани тръби
Безшевни студено деформирани стоманени тръби, произведени в съответствие с ГОСТ 8734.
Кръглите стоманени заготовки се използват за валцуване. Заготовката се нагрява в специални пещи до температурата на кристализация, за да се получи необходимата пластичност. След това се пробива и се пренася в прокатния цех, където с помощта на валяци се оформят грубите размери на продукта. Последната операция е калибриране и рязане по дължина.
За разлика от горещо деформираните тръби, студено деформираните тръби се подлагат на допълнителна термична обработка по време на калибрирането, което прави тези продукти стабилни и издръжливи.
Студеноформованите продукти се разделят на следните категории, в които основният критерий е съотношението между диаметъра D и размера на стената S:
- Особено тънкостенни, със съотношение D/S, по-голямо от 40. Ако D=20 mm или по-малко, размерът S=0,5 mm или по-малко.
- Тънкостенни, със съотношение D/S 12,5 и под 40. В допълнение, тръби с D=20 mm и по-малки, с S=1,5 mm и по-малки.
- Тежки стени, при съотношение D/S между 6 и 12,5.
- Тежкостенни при съотношение D/S по-малко от 6.
Тънкостенните и изключително тънкостенните тръби се използват в различни хидравлични системи, автомобилни двигатели, промишлени хладилни системи, както и в медицинската и хранително-вкусовата промишленост. Основното приложение на дебелостенните тръби е в нефтената и газовата промишленост.
Тънкостенни студеновалцувани стоманени продукти
Електрически заварени стоманени тръби съгласно GOST 10704
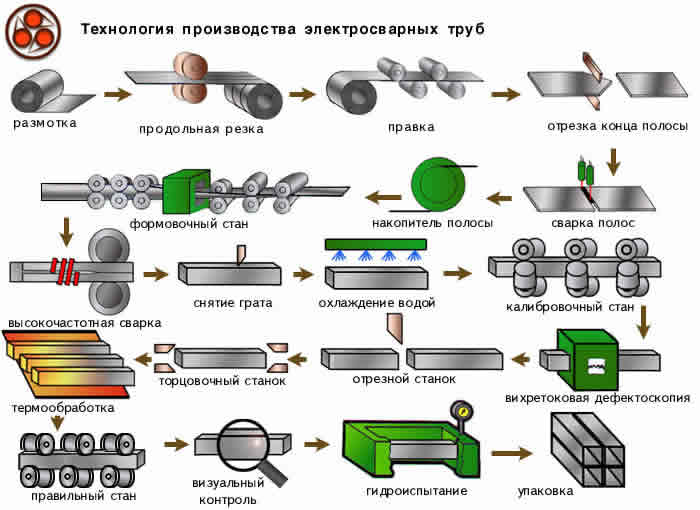
Производствената технология включва няколко етапа, които са интегрирани в един непрекъснат процес:
- Рязане на листова заготовка. Извършва се на високопрецизни машини и се произвеждат заготовки с еднакви размери.
- За да се получи безконечна лента, лентите се заваряват заедно, като преди това се прекарват през система от валяци за отстраняване на несъвършенствата на повърхността.
- Получената заготовка преминава през система от хоризонтални и вертикални валяци, които оформят продукта.
- Ръбовете се заваряват с помощта на високочестотно заваряване. Ръбовете на детайла се нагряват от индуктор до точката на топене и след това се пресоват от пресоващи ролки. Друг метод, при който ръбовете се нагряват с помощта на високочестотен генератор, като токът се подава към ръбовете с помощта на контакти.
- Калибриране и отстраняване на зауствания. Детайлът се охлажда и след това се прекарва през калибриращи ролки, за да се премахне овалността и да се получат необходимите размери.
- Рязане на детайла. Детайлите се изрязват до необходимите размери.
- Контролът на качеството на произведените части се извършва по три начина: проверка на заварките, изпитване с повишено водно налягане и изравняване. Ултразвуковият метод е основният метод, използван за проверка на заварките. Детекторът за дефекти се намира директно върху линията след заваряването. Тази процедура за проверка се прилага за 100% от продукцията. Хидростатично изпитване се извършва на 15% от всяка производствена партида. Изпитванията за сплескване се провеждат на две от всяка производствена партида.
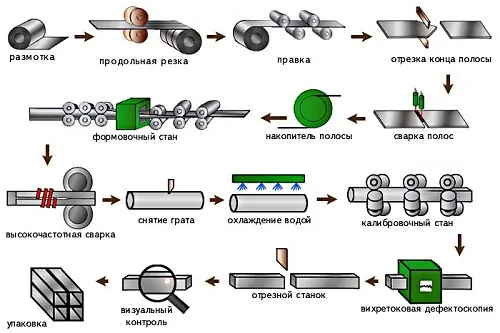 Схема на производство на електрозаварени тръби
Схема на производство на електрозаварени тръби
Електрически заварените тръбопроводи се използват широко в инженерните мрежи, които могат да издържат на високи натоварвания и налягания. Продуктите с диаметър 1200 mm се използват при монтажа на почти всички основни газопроводи и нефтопроводи.
Плюсове и минуси на металните тръби.
Предимства на металните изделия:
- издръжливост. Стоманата, медта и чугунът могат да издържат на много по-високо налягане от пластмасата и са много по-устойчиви на хидравлични удари;
- здравина като гаранция за неразрушаване на тръбите в цеховете - в индустриална среда не е необичайно те да бъдат повредени от подемни машини, машини, аварийни ситуации в горещи цехове. При открити отоплителни инсталации между сгради се изисква и достатъчна конструктивна здравина - металът е по-малко склонен да промени геометрията си при нагряване и е по-устойчив на вандализъм;
- пожароустойчивост;
- устойчивост на температурни колебания;
- безвредност за хората;
- устойчивост на UV лъчение;
- заварената система във всеки случай е по-плътна от сглобяемата конструкция, а при инсталирането на газови системи това може да бъде решаващо;
- ниско термично разширение - металът не провисва и не променя конфигурацията си при нагряване, както пластмасата;
- дълъг живот.
- топлопроводимост. Отоплителната система от метал служи като допълнителен източник на топлина в помещението; ако тръбите са положени по периметъра на сградата, можете да затоплите ъглите на помещенията, да увеличите движението на въздуха в тях и да се предпазите от влага, гъбички и плесен.
Общи недостатъци на металните тръби:
- За стомана и чугун - податливост на корозия;
- тежко тегло;
- За стомана и чугун - разрастване на калциеви и магнезиеви соли по вътрешната повърхност;
- Трудно се сглобяват чрез заваряване или с резбови фитинги.
Какви са стандартите GOST за стоманени тръби
Списъкът с технически спецификации за всеки тип стоманена тръба зависи пряко от използвания метод на производство. Всичко това се определя с помощта на ГОСТ, чието познаване ще позволи поне да се вземат предвид препоръките за експлоатацията на определен тип тръби.
Понастоящем най-често се използват следните кодове за стоманени тръби:
GOST 30732-2006. Той е приет през 2006 г. и неговите разпоредби се отнасят до стоманени тръби и фасонни изделия с топлоизолационно покритие.
Стоманени изделия, при които се използва топлоизолация от пенополиуретан и полиетиленова обвивка или защитно стоманено покритие в случаите, когато трябва да се положат подземни отоплителни мрежи. Температурата на охлаждащата течност не трябва да превишава 140 градуса (увеличение до 150 градуса е разрешено само за кратко време). Налягането в системата не трябва да надвишава 1,6 МРа.
ГОСТ, предназначен за горещо валцувана стомана, е приет през 2006 г., въпреки че някои източници допускат стария ГОСТ - 2591-81. Документът съдържа информация, свързана с квадратно валцована стомана, за чието производство е използван "горещият" метод. Този ГОСТ се прилага за всички продукти със страни от 6 mm до 200 mm.
По-малки квадратни тръби се произвеждат, ако производителят и клиентът сключат отделен договор. GOST 9567-75. Той предвижда прецизни стоманени тръби, за които се изисква висока точност. Прави се разграничение между студено деформирани и горещо валцувани прецизни тръби от поцинковани или хромирани видове.
Машиностроителната промишленост има особена нужда от продукти с тази висока прецизност GOST. GOST 52079-2003. Този документ определя стандартите за заварени надлъжно и спирално заварени стоманени тръби с диаметър от 114 до 1420 mm. Тези широкомащабни продукти се използват за изграждане на магистрални газопроводи, тръбопроводи, използвани за транспортиране на нефт и нефтопродукти.
В GOST 52079-2003 се посочва, че през тези тръби могат да преминават само продукти, които нямат корозионна активност. Със стоманени тръби с голям диаметър можете да транспортирате вещества с налягане до 9,8 MPa. Температурата на околната среда е настроена на минимум -60 градуса.



Важно е да се знае, че официално GOST 52079-2003 вече не е валиден: от 1 януари 2015 г. е в сила нов GOST 31447-2012.GOST 12336-66. Разпоредбите му се отнасят за затворени продукти от профилен тип с квадратно или правоъгълно напречно сечение. От 1 януари 1981 г. правомощията на ГОСТ 12336-66 преминават към ТУ 14-2-361-79, но актуалността на неговите разпоредби не е загубена и досега.ГОСТ 10705-91 (80)
От 1 януари 1981 г. правомощията на ГОСТ 12336-66 преминават към ТУ 14-2-361-79, но разпоредбите му са все още актуални. ГОСТ 10705-91 (80).
Той съдържа списък на техническите условия, при които се произвеждат електрозаварени стоманени надлъжно заварени тръби с диаметър от 10 до 630 mm. Тръбите, произведени в съответствие с този ГОСТ, са изработени от въглеродна или нисколегирана стомана. Тези продукти се използват в голям брой приложения, но приоритет имат водопроводните мрежи.
Разпоредбите на стандарта не се прилагат за стоманени тръби, от които се произвеждат електрически нагреватели. GOST 10706 76 (91). Той се отнася за надлъжно заварени стоманени тръби със същото наименование. Както се вижда от този документ, диаметърът на този продукт варира от 426 до 1620 mm.GOST 10707 80.
Този документ определя стандартите, по които се произвеждат електрозаварени студено деформирани тръби с различни степени на точност: нормална, повишена и прецизна. Диаметърът на продуктите, произведени в съответствие с настоящия документ, може да варира от 5 до 110 mm: в този случай се използва нелегирана въглеродна стомана. Понякога в придружаващата документация на електрозаварени продукти с права заварка има препратки към GOST 10707 80: това се обяснява с факта, че през 1991 г. е взето решение за удължаване на валидността на този документ.
Производство на стоманени тръби: основните методи
Стоманените тръби се изработват по няколко начина.
Най-често срещаните варианти за производство са:
- електрозаварени с прав шев;
- Електрически заварени със спираловиден шев;
- горещо деформирани без шев;
- Студено валцувани без шев.
Изборът на подходящ метод за обработка на метала зависи от качеството на суровините и от оборудването, с което разполага производителят.
Водопроводните и газовите тръби се регулират от отделен стандарт. Това обаче не е така, защото има специален производствен процес за този материал, а само въз основа на приложението.
По същество този тип тръби са универсални, електрозаварени продукти с прав шев. Обикновено този тип се използва в комуникационни системи с умерено налягане.
Как се произвеждат електрозаварените продукти с прав шев?
Валцуваната стоманена плоча (ленти) се размотава и се нарязва на надлъжни ленти с необходимата дължина и ширина. Получените парчета се заваряват заедно, за да образуват безкрайна лента, като по този начин се осигурява непрекъснатост на производството.
След това лентата се деформира в ролки и заготовката се превръща в продукт с кръгло напречно сечение и отворени ръбове. Съединението се заварява с помощта на дъга, индукционни токове, плазма, лазерни или електронни лъчи.
Заварката на стоманена тръба, направена под инертен газ с волфрамов електрод (активният елемент на електродъговото заваряване), е доста здрава и издръжлива. Обработката обаче отнема много време. Заваряването на тръби с високочестотни индукционни токове е почти 20 пъти по-бързо, така че цената на тези продукти винаги е много по-ниска.
След всички манипулации кръглите стоманени тръби се калибрират в ролките, а здравината и целостта на заваръчния шев се подлагат на щадящ, неразрушителен тест с помощта на ултразвук или вихрови токове. Ако по време на процеса на тестване не бъдат открити грешки, заготовката се нарязва на парчета с планираната дължина и се изпраща в помещението за съхранение.
Производство на електрически заварени спирални заварени типове
Производството на спирално заварени стоманени тръби се основава на същия принцип като това на надлъжно заварения тип, с изключение на това, че за производството се използва по-опростен механизъм. Основната разлика е, че нарязаната стоманена лента не се валцува в тръба, а в спирала с помощта на валяци. Това гарантира висока степен на прецизност на всички етапи на съединяване.
При тръбите със спирален шев в случай на аварийна ситуация не се образува надлъжна пукнатина, призната от експертите за най-опасната деформация на всяка комуникационна система.
Спираловидният шев се счита за по-надежден и дава на тръбата по-голяма устойчивост на скъсване. Недостатъците включват по-голямата дължина на шева, което изисква допълнителни разходи за заваръчни материали и повече време за съединяване.
Производство на горещи безшевни продукти
Цилиндрична монолитна заготовка се използва като заготовка за създаване на безшевна (изцяло изтеглена) стоманена тръба чрез горещо формоване.
Нагрява се в промишлена пещ при висока температура и се прекарва през преса за пробиване. Машината превръща продукта в втулка (кух цилиндър), а последващата обработка с няколко валяка придава на елемента желаната дебелина на стената и подходящ диаметър.






Дебелината на стената на стоманения тръбен материал, произведен чрез горещо формоване, е до 75 mm. Тръбите с това качество се използват при взискателни работни условия и в комуникационни системи, където здравината и надеждността са основен приоритет.
На последния етап горещо оформената стоманена тръба се охлажда, нарязва се по размер и се прехвърля в склада за готови тръби.
Характеристики на производството на тръби със студено изтегляне
Началният етап на процеса на производство на студено деформирани безшевни стоманени тръби е идентичен с "горещия" вариант. Въпреки това, след като бъде прекарана през пробивна мелница, втулката незабавно се охлажда и всички други операции се извършват в студена среда.
Когато тръбата е напълно оформена, тя винаги се отгрява, като първо се нагрява до температурата на рекристализация на стоманата, а след това отново се охлажда. След тези мерки пластичността на конструкцията се увеличава, а самият метал напуска вътрешните напрежения, които неизбежно възникват при студена деформация.
С помощта на студеноформовани стоманени тръби е възможно да се изгради високонадеждна комуникационна система, при която рискът от течове е сведен до минимум.
В момента на пазара се предлагат безшевни студеновалцувани стоманени тръби с дебелина на стената между 0,3 и 24 mm и диаметър между 5 и 250 mm. Техните предимства включват висока степен на водонепропускливост и способност да издържат на високо налягане.
Преглед на продуктите на водещите производители
В разнообразието от налични продукти има реномирани марки с дългогодишна положителна репутация. Сред тях са продукти на Hobas (Швейцария), Steklokompozit (Русия), Amiantit (концерн от Саудитска Арабия с производствени мощности в Германия, Испания и Полша) и Ameron International (САЩ).
Млади и перспективни производители на композитни тръби от фибростъкло: Polyek (Русия), Arpipe (Русия) и GRP Pipe Plant (Русия).
Производител #1 - марка HOBAS
Фабриките на марката са разположени в САЩ и много европейски страни. Продуктите на Hobas Group са признати в цял свят заради отличното си качество. GRT-тръбите с полиестерна смола се произвеждат чрез техниката на центробежно леене от стъклени влакна и ненаситени полиестерни смоли.

Тръбните системи на Hobas намират широко приложение в канализационни, дренажни и водопроводни мрежи, промишлени тръбопроводи и водноелектрически централи. Те могат да се полагат над земята, да се поставят чрез микротунелиране и да се прокарват през
Характеристики на композитните тръби Hobas:
- диаметър - 150-2900 mm;
- Клас на твърдост SN - 630-10 000;
- Ниво на налягане PN - 1-25 (PN1 - безнапорен тръбопровод);
- Наличие на антикорозионно покритие на вътрешната облицовка;
- устойчивост на киселинна среда в широк диапазон на рН.
Производство на фитинги: колена, редуктори, фланцови фитинги и тройници.
Производител № 2 - Фирма Steklokompozit
Компанията "Steklokompozit" създаде линия за производство на стъклопластови тръби Flowtech, производствена техника - непрекъснато навиване.
Използва се двойно подаващо устройство за смоли. Високотехнологични смоли се подават към вътрешния слой, а по-евтино съединение се подава към структурния слой. Техниката позволява рационализиране на потреблението на материали и намаляване на производствените разходи.
Диапазонът на тръбите на Flowtech е 300-3000 mm, клас PN 1-32. Стандартен метраж - 6, 12 м. По заявка е възможно производство в диапазона 0,3-21 m
Производител #3 - марка Amiantit
Основните компоненти на тръбите Flowtite от Amiantit са: стъклени влакна, полиестерна смола, пясък. Използваната техника е непрекъснато навиване, което осигурява създаването на многослойна тръба.
Структурата на GRP се състои от шест слоя:
- външна намотка от нетъкана лента;
- захранващ слой - нарязани стъклени влакна + смола;
- среден слой - стъклени влакна + пясък + полиестерна смола
- повтаряне на захранващия слой;
- подложка от стъклени влакна и смола;
- защитно покритие от нетъкани стъклени влакна.
Тестовете показаха висока устойчивост на износване - при 100 000 цикъла с чакъл загубата на защитно покритие е 0,34 mm.

Класът на якост на Flowtite е от 2500 до 10000, а при поискване могат да произвеждат и SN-30000. Работно налягане от 1-32 атмосфери, максимална скорост на потока 3 m/s (4 m/s за чиста вода)
Производител #4 - Poliek
Poliek Ltd. произвежда различни модификации на тръби Fpipes, изработени от GRP. Технологията на производство (непрекъснато косо надлъжно и напречно навиване) дава възможност за създаване на трислойни тръби с диаметър до 130 cm.
Полимерните композитни материали се използват за изграждане на обсадни тръби, вертикални тръби, тръби за водоснабдяване и отоплителни системи.
 Номенклатурният диапазон на канализационните тръби е 62,5-300 mm, на изделията за високо налягане - 62,5-200 mm, на вентилационните канали - 200-300 mm, на тръбите за кладенци - 70-200 mm.
Номенклатурният диапазон на канализационните тръби е 62,5-300 mm, на изделията за високо налягане - 62,5-200 mm, на вентилационните канали - 200-300 mm, на тръбите за кладенци - 70-200 mm.
Освен FRP тръби Освен пластмасови тръби, подсилени с фибростъкло, има и много други материали - стомана, мед, полипропилен, металопласт, полиетилен и т.н. Поради по-достъпната си цена те се използват активно в различни сфери на домашното приложение - монтаж на отоплителни системи, водоснабдяване, канализация, вентилация и т.н.





В следващите статии можете да научите повече за характеристиките на тръбите, изработени от различни материали:
- Метални пластмасови тръби: видове, технически характеристики, особености на монтажа
- Полипропиленови тръби и фитинги: видове продукти от PP за монтаж на тръбопроводи и методи на свързване
- Пластмасови вентилационни тръби за отработени газове: видове, характеристики, приложение
- Медни тръби и фитинги: видове, маркировка, особености на медните тръбопроводи
- Стоманени тръби: видове, асортимент, преглед на техническите характеристики и нюанси на монтажа
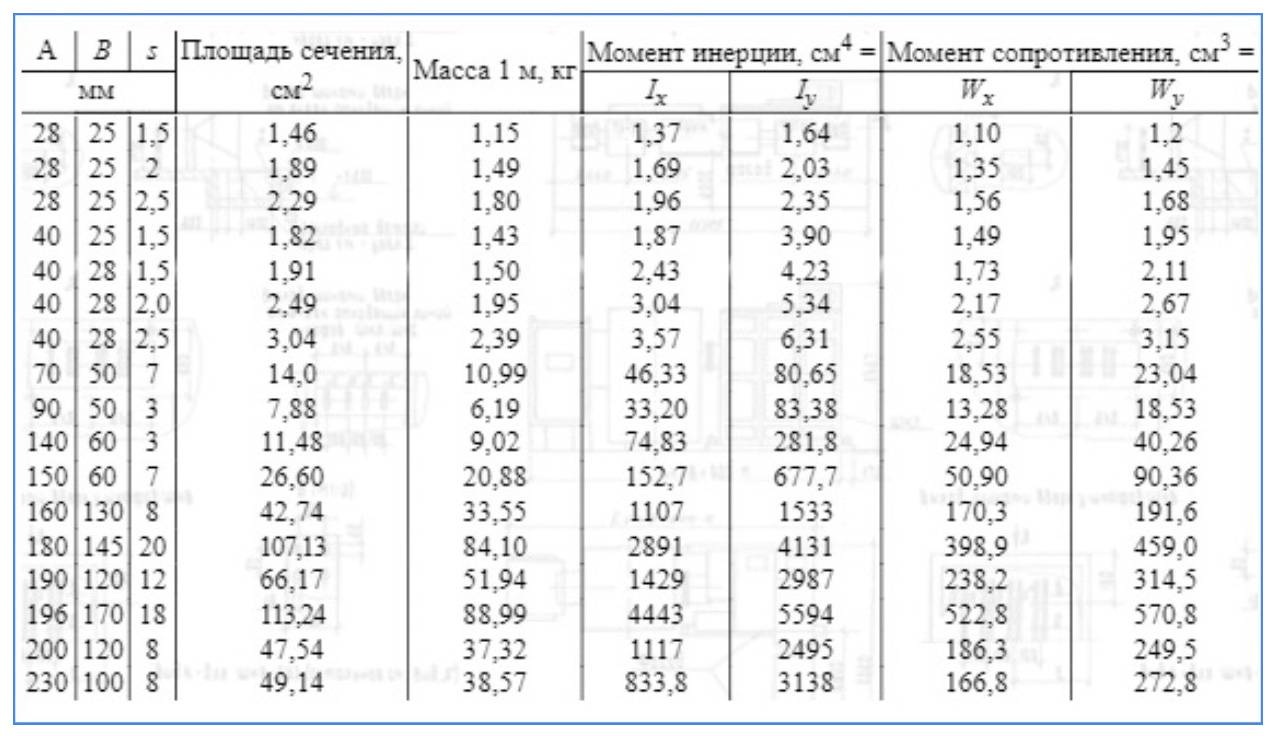
Правоъгълна тръба
По-голямата част от стоманените тръби с правоъгълно напречно сечение се изработват чрез електрическо заваряване с прав шев. Диапазонът на този вид материал е посочен в ГОСТ 8645-82, според който се определя границата на дебелината на стената за тръби с определен размер. Например за продукт със страни 15 и 10 мм са разрешени дебелини на стените 1 мм, 1,5 мм и 2 мм.

За тръба с размери 80*60 mm стените могат да бъдат с дебелина 3,5 mm, 4 mm, 5 mm, 6 mm и 7 mm. Максималните размери на стандартна тръба с правоъгълно напречно сечение могат да бъдат 180*150 mm. При тези параметри се допускат продукти с дебелина на стената 8 mm, 9 mm, 10 mm, 12 mm.
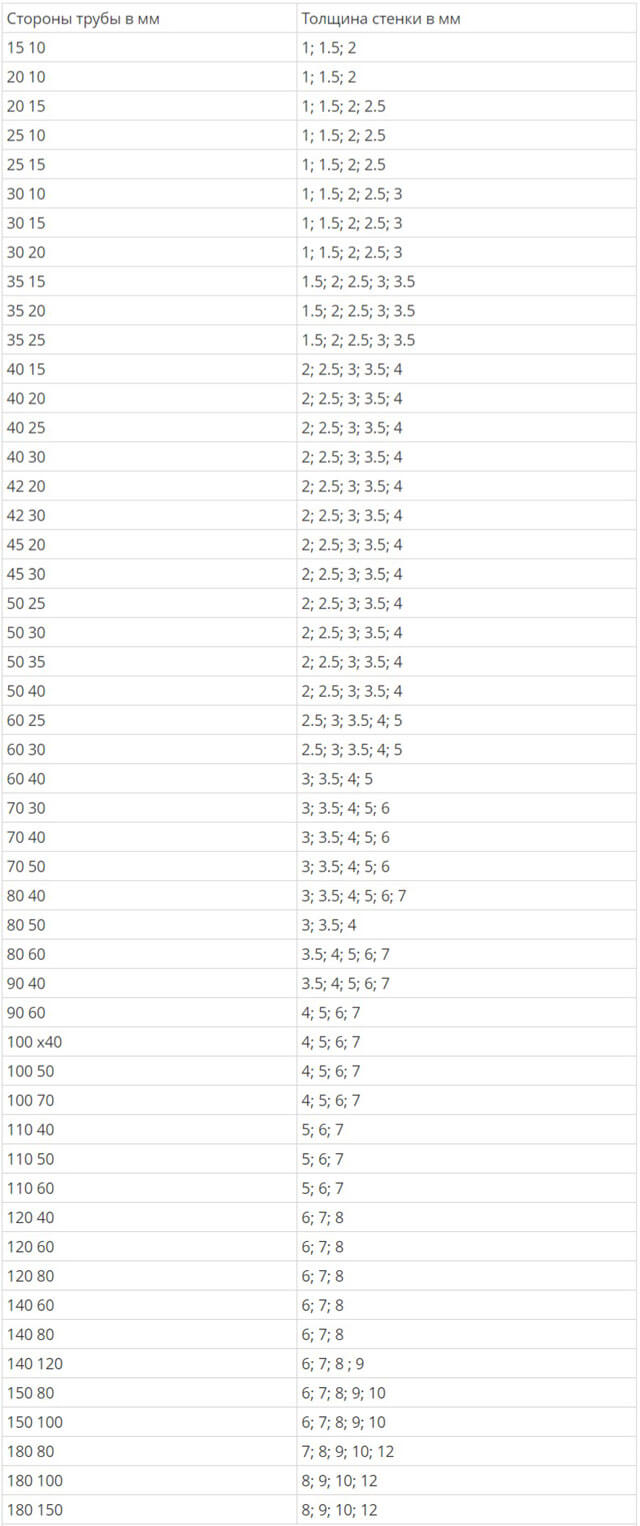
GOST 8645-82 позволява производството на стоманени тръби с нестандартни размери, например 28*25 mm или 196*170 mm. Дебелината на стената на тези продукти е съответно 1,5 и 18 mm.

Допълнителен документ 8645-68 съдържа информация за различен списък от правоъгълни стоманени тръби. Няма особени разлики между регламентите. Във втория стандарт обаче са посочени специални параметри. Те позволяват производството на стоманени изделия с правоъгълно напречно сечение с параметри 230*100 милиметра.
Заключение
Подробните описания на гамата от стоманени тръби и документите, уреждащи тяхното производство, ви помагат да направите правилния избор на материал за строителство и да изберете правилните размери. Успешно строителство!



