- Откъде да започне начинаещият заварчик
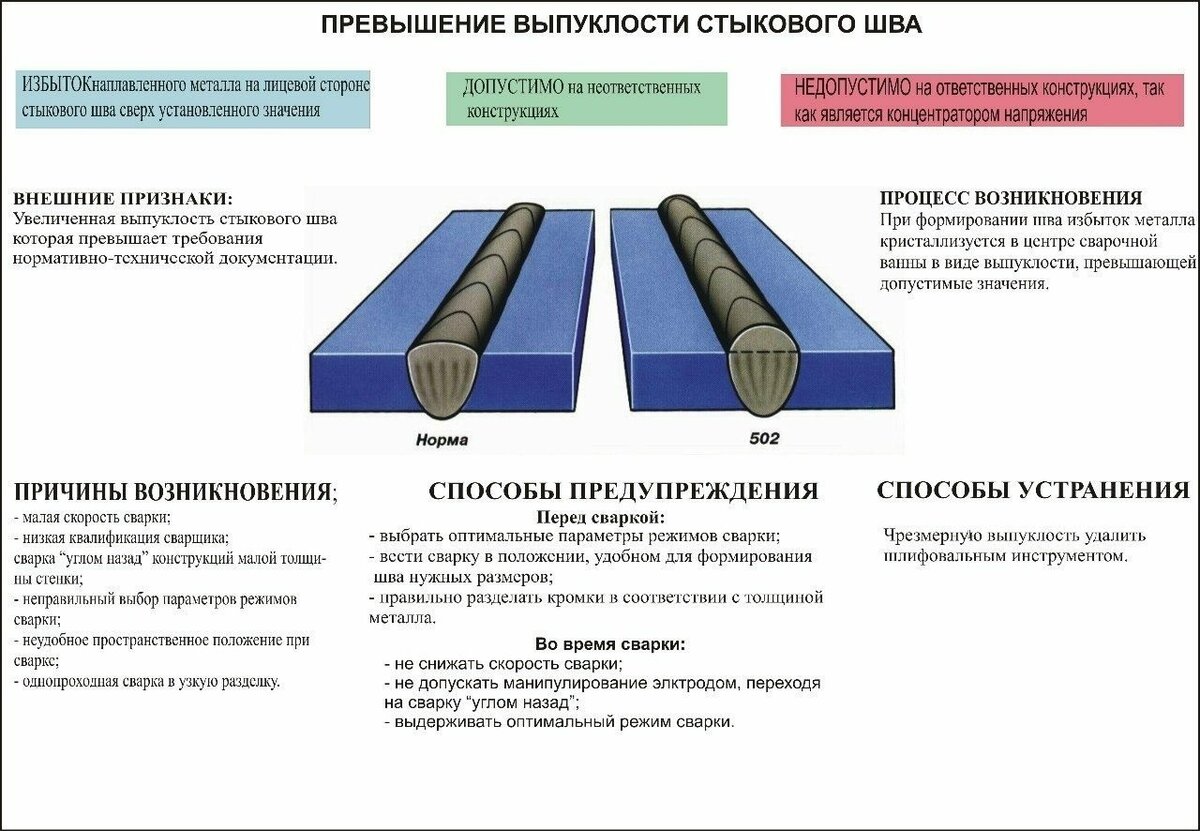
- Възможни дефекти на заварените съединения и шевове
- Техника на електрическо заваряване
- Как да стартирате дъгата
- Скорост на заваряване
- Техники на заваряване
- Съвет номер шест
- Какво ми е необходимо за заваряване у дома?
- Какво още трябва да имате
- Заваръчни елементи
- Основи на електрофузията
- Видове електрическо заваряване
- Технология на заваряването
- Ръководство стъпка по стъпка за инверторно заваряване
- Инструменти и оборудване
- Видове оборудване
- Инструменти и оборудване
- Технология на заваряването
Откъде да започне начинаещият заварчик
Най-накрая пред вас са заваръчният инвертор, заваръчната маска и електродите. Това не е всичко, от което се нуждае един опитен заварчик, но за начинаещия е достатъчно, за да започне да се научите да заварявате с електрически заваръчен апарат..
Първата стъпка е да свържете два кабела към инвертора. Един кабел с държача на електродите, а другият - със заземителната клема
Дали ще свържете кой кабел към плюсовата или към минусовата страна на инвертора все още не е толкова важно. По-нататък ще научите повече за полярността в права и обратна посока, като стъпка по стъпка ще усвоите основите.
Затова свържете държача на електрода към плюсовата страна на инвертора, а заземителната скоба към минусовата страна, поставете електрода в държача и започнете заваряването. Преди да запалите електрода, настройте правилния заваръчен ток на инвертора. Просто използвайте таблицата за електрода и заваръчния ток (вж. по-горе) и след това изберете най-подходящата стойност.
Първо трябва да научите как да запалите дъгата. Това става чрез леко почукване на електрода върху метала или чрез леко движение на върха на електрода върху метала. За начинаещите е за предпочитане да използват втория метод.
Не натискайте електрода прекалено силно в метала, тъй като той със сигурност ще залепне за повърхността. След като заваръчната дъга се запали, е необходимо да се поддържа горенето ѝ, докато се извършва заваряването. Разстоянието между електрода и металната повърхност трябва да бъде около 2-3 mm (къса дъга).
Ако сте успели и дъгата гори, можете да опитате да заварите детайла. За целта наклонете електрода настрани и го дръжте под ъгъл 40-60 градуса. Внимателно започнете да движите електрода от една страна на друга по протежение на фугата. Можете да премествате електрода по различни начини, но просто не е възможно да усвоите всичко наведнъж.
Възможни дефекти в заваръчните съединения и шевове
Електрическото заваряване е сложен процес и нещата невинаги протичат гладко.
В резултат на некачествено изпълнение шевовете и съединенията могат да имат различни дефекти, сред които
- Кратери. Малки вдлъбнатини в заваръчния камък. Може да се появи в резултат на прекъсване на дъгата или на грешка при изпълнението на крайния заваръчен детайл.
- Пори. Заваръчният шев е порьозен поради замърсяване на ръбовете от ръжда, масло и други източници. Освен това порьозност може да се появи при твърде бързо охлаждане на заваръчния шев, при високи скорости на заваряване и при работа с недостатъчно изсушени електроди.
- Подрязване. Те изглеждат като малки вдлъбнатини от двете страни на заваръчния камък. Те се появяват, когато електродите се преместват вертикално по посока на стената при заваряване на ъглови съединения. Подрези се получават и при използване на дълга дъга или при твърде висок заваръчен ток.
- Шлакови включвания. Във вътрешността на заваръчния камък има парчета шлака. Това може да се случи при замърсени ръбове, високи скорости на заваряване или когато заваръчният ток е твърде слаб.
Това са най-често срещаните заваръчни дефекти, но може да има и други.
Технология за електрическо заваряване
Електрическото заваряване е процес, който се извършва под въздействието на високи температури над температурата на топене на метала. В резултат на заваряването върху повърхността на метала се образува т.нар. заваръчен басейн, който се запълва с разтопен електрод, образувайки заваръчен шев.
Следователно основните условия за заваряване са запалването на дъгата, разтопяването на метала върху заваряваните детайли и запълването на заваръчния басейн с него. Въпреки привидната си простота, за необучен човек е много трудно да го направи. Първо, трябва да разберете колко бързо гори електродът, а това зависи от диаметъра му и силата на тока, както и от способността да различавате шлаката по време на заваряването на метали.
Освен това е необходимо да се поддържа равномерна скорост и правилно движение на електрода по време на заваряването (от страна на страна), така че заварката да бъде гладка и надеждна, способна да издържи на напреженията на опън.
Как да стартирате дъгата
Правилното запалване на дъгата е отправната точка за овладяване на електрическото заваряване. Най-добре е практиката да се прави върху ненужно парче метал, но то не трябва да е ръждясало, тъй като това сериозно ще затрудни задачата и може да обърка начинаещия заварчик.
Запалването на дъгата може да се извърши по два прости начина:
- Чрез бързо допиране на електрода до повърхността на детайла и последващо издърпване нагоре на разстояние 2-3 mm. Ако електродът се откъсне от метала по-нагоре, дъгата може да изчезне или да стане твърде нестабилна;
- Като прокарате електрода по повърхността на заварявания детайл, сякаш запалвате кибрит. Докоснете метала с върха на електрода, след което го преместете на 2-3 см по повърхността (към мястото на заваряване), докато дъгата се запали.
Вторият метод за запалване на дъгата е най-подходящ за начинаещи, тъй като е най-лесен. Освен това краткото преминаване по метала загрява електрода и заваряването с него става много по-лесно.


След като дъгата е запалена, тя трябва да се държи възможно най-близо до повърхността на обработвания детайл, на разстояние не повече от 0,5 cm. Освен това това разстояние трябва да се поддържа приблизително еднакво през цялото време, в противен случай заварката ще бъде грозна и неравномерна.
Скорост на заваряване
Скоростта на задвижване на електрода зависи от дебелината на заварявания метал. Съответно, колкото по-тънка е тя, толкова по-висока е скоростта на заваряване и обратно. Опитът в това отношение ще дойде с времето, когато се научите да запалвате дъгата и започнете да заварявате малко. Снимките по-долу са илюстративни примери, за да покажат колко бързо е извършено заваряването.
Ако скоростта на заваряване е ниска, заварката е дебела и ръбовете са силно разтопени. Напротив, ако електродът се задвижва твърде бързо, заварката е слаба и тънка, както и неравномерна. Ако скоростта на заваряване е правилна, металът запълва изцяло заваръчната вана.
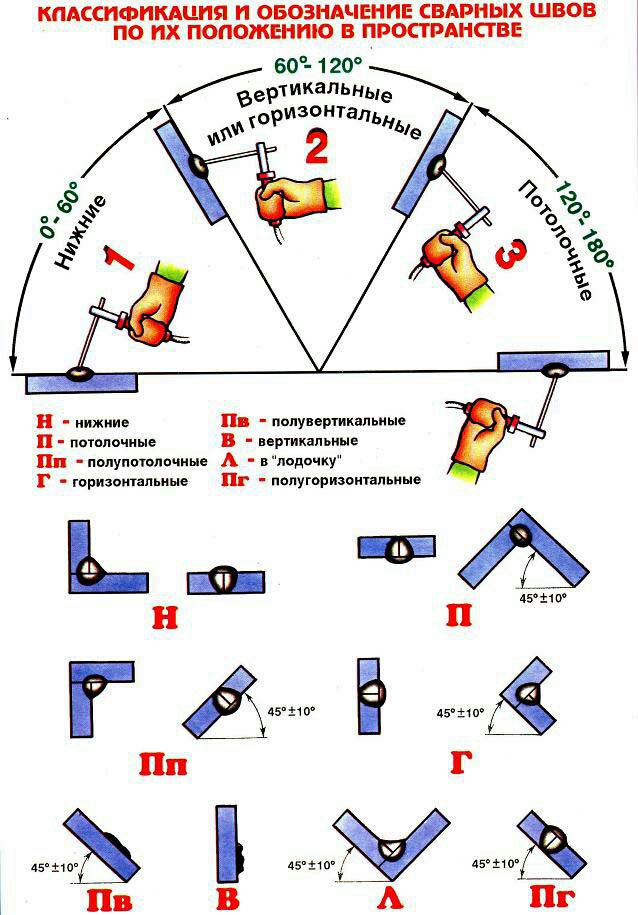
Освен това, когато практикувате заваряване, се уверете, че ъгълът на електрода е правилен по отношение на повърхността на метала. Ъгълът трябва да е около 70 градуса и може да се промени, ако е необходимо. По време на образуването на заваръчния шев движението на електрода може да бъде надлъжно, прогресивно и колебателно, от страна на страна.
Всяка от тези техники дава възможност да се получи желаният заваръчен шев, да се намали или увеличи ширината му, както и да се променят някои други параметри.
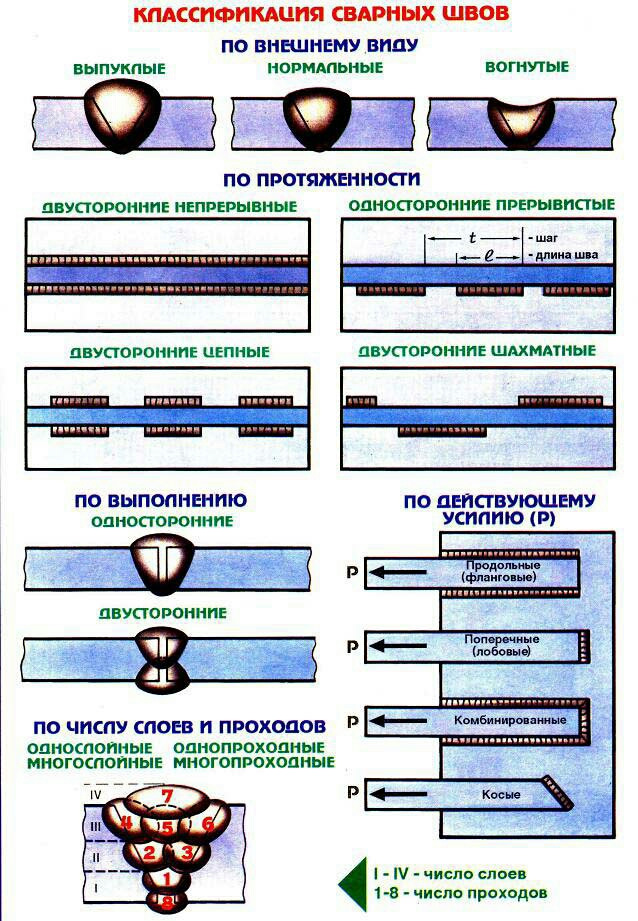
Методи за заваряване
В момента има много методи за заваряване. Те са разделени по различни критерии. Тази информация ще бъде полезна за начинаещите, затова е важно да се запознаете с нея.
В зависимост от топлината ръбовете могат да се разтопят напълно или да останат в пластично състояние. Първият метод също изисква да се приложи определена сила върху съединяваните части - заваряване под налягане.
При втория метод връзката се формира от заваръчна вана, която съдържа разтопен метал и електрод.
Съществуват и други методи на заваряване, при които продуктът изобщо не се нагрява - студено заваряване, или не се довежда до пластично състояние - свързване с ултразвук.
Методи и видове заваряване.
Следват други процеси на заваряване:
- Коване.
При този метод краищата на съединяваните части се нагряват в пещ и след това се коват. Този метод е един от най-старите и днес почти не се използва. - Газопресоване.
Ръбовете се нагряват с ацетилено-кислородно гориво по цялата равнина и се нагряват до пластично състояние, след което се компресират. Този метод е изключително ефективен и продуктивен. Използва се в строителството на газопроводи, железопътното строителство и машиностроенето. - За контакт.
Частите се свързват в електрическата верига на заваръчното оборудване и през тях се пропуска ток. В точката на контакт на частите възниква късо съединение, което води до отделяне на голямо количество топлина в съединението. Това е достатъчно, за да се разтопи и съедини металът. - Челното съединяване, точковото съединяване и съединяването на шевове са разновидности на метода на контактното съединяване.
- Свързване на ролките.
Използва се за съединяване на листови конструкции, които изискват висококачествени и сигурни съединения. - Термит.
Металът се свързва чрез изгаряне на термит - смес от железен прах и чист алуминий. - Връзка между атоми и вода.
Ръбовете на изделието се разтопяват чрез дъга, горяща между два волфрамови електрода. Електродите са свързани в специални държачи, през които се подава водород. В резултат на това дъгата и течният метал в заваръчната вана са защитени от водорода от вредните газове от атмосферата, като кислород и азот. - Газ.
Същността на процеса се състои в използването на пламък за нагряване и разтопяване на частите. Пламъкът се създава чрез изгаряне на горим газ в кислородна атмосфера. Сместа от газ и кислород се генерира с помощта на специални горелки.
Процесът на газово заваряване е процес на заваряване чрез сливане. Пролуките между детайлите се запълват с пълнежна тел. Този метод намира широко приложение в различни области на човешката дейност. Най-често се използва при съединяване на тънкостенни продукти, цветни метали и чугун.
Когато работите с инвертор, полярността на електродите е важна. В зависимост от схемата интензивността на нагряване на детайла варира, което позволява различни условия на заваряване.
Съвет номер шест
Пияницата е нагазил до колене във водата. Никога не заварявайте в нетрезво състояние. По-добре е да се откажете, отколкото да заварявате "в нетрезво състояние". Този съвет се отнася за Украйна. Видях как заварчик от четвърти клас направи дефект, след като заваряваше в нетрезво състояние. На следващия ден той не можеше да повярва на очите си. Той отрича да е негова работа. Ако причината е в строителството, положението е много по-лошо. В една от строителните фирми заварчик, който не може да направи вертикален шев, е изпратен на обект, където задачите му включват монтиране и инсталиране на балкони и парапети върху тях. А сега си представете, че най-често той е вършил тази работа в нетрезво състояние. Между другото, тези високи сгради вече са обитавани от хора, а строителната фирма отдавна не работи.



Какво ми е необходимо за заваряване у дома?
За да извършите работата, ще ви е необходим преди всичко заваръчен апарат. Съществуват няколко разновидности.
Нека определим на кой от тях да отдадем предпочитание.
- Заваръчен генератор. Отличителна черта е способността да генерира електрическа енергия и да я използва за създаване на дъга. Той ще бъде полезен, когато няма източник на захранване. Прекалено голям и поради това не много удобен за работа.
- Заваръчен трансформатор. Устройството преобразува променливото напрежение, подавано от електрическата мрежа, в променливо напрежение с различна честота, което е необходимо за заваряването. Машините са лесни за използване, но са големи по размер и реагират отрицателно на евентуални пренапрежения в мрежата.
- Изправител за заваряване. Устройство, което преобразува мрежовото напрежение в постоянен ток, необходим за образуване на дъга. Те се характеризират с компактен дизайн и висока ефективност.
За домашна употреба е за предпочитане инверторен токоизправител. Обикновено те се наричат просто инвертори. Оборудването е с много компактни размери. Когато работите, той се окачва на рамото. Принципът на работа е съвсем прост.
Той преобразува високочестотния ток в постоянен ток. Този тип ток ще доведе до най-добрите заварки.
Алтернаторът за заваряване може да работи при липса на захранване от електрическата мрежа. Той генерира собствен ток. Системата е много обемиста и трудна за използване
Инверторите са икономични и работят от битовата електрическа мрежа. Освен това те са най-добрите машини за начинаещи. Те са изключително лесни за използване и осигуряват стабилна дъга.
Недостатъците на инверторите са, че те са по-скъпи от други устройства и са чувствителни към прах, влага и колебания на напрежението.
Когато избирате инвертор за домашно заваряване, обърнете внимание на обхвата на стойностите на заваръчния ток. Минималната стойност е 160-200 А.
Допълнителните функции могат да улеснят работата на начинаещите.
От тези приятни "бонуси" си струва да се отбележи:
- Горещ старт - това означава увеличаване на първоначалния ток, прилаган в момента на запалване на заваръчната дъга. Така дъгата се активира много по-лесно.
- Anti-Stick - автоматично намалява заваръчния ток, ако електродният прът залепне. Това улеснява откъсването му.
- Сила на дъгата - увеличава заваръчния ток, ако електродът се доближи твърде бързо до детайла. В този случай не се образува стик.
В допълнение към всеки вид заваръчен апарат ще ви трябват електроди. Техният клас се избира най-добре, като се направи справка със специална таблица, която показва вида на материала, който ще се заварява.
Ще ви е необходима и маска за заваряване. Най-добрият тип е този, който пасва на главата ви. Моделите, които трябва да се държат в ръка, са много неудобни.
Когато работите със заваряване, трябва да носите само защитен костюм. Специална маска ще предпази очите ви от ултравиолетова светлина и пръски. Дебел костюм и брезентови ръкавици ще предотвратят изгаряния.
Маската може да бъде обикновено оцветено стъкло или така нареченият "хамелеон". Последният вариант е за предпочитане, тъй като стъклото автоматично потъмнява при появата на дъга.
Трябва да носите специално облекло, което предпазва от пръски и ултравиолетова светлина. Това могат да бъдат дебели памучни гащеризони, ботуши или високи ботуши, брезент или гумени ръкавици.
Какво още трябва да имате
Заваръчен апарат без електроди е напълно безполезно оборудване. Електродите са консумативи и се предлагат в различни варианти: топящи се и нетопящи се, метални (стомана, мед или други метали) и неметални, като тел или твърда пръчка, с различни защитни покрития и т.н.
За тези, които се чудят как правилно да заваряват с електроди, най-доброто място, откъдето да започнат, е с универсални стоманени пръти с дебелина 3 или 4 мм. Диаметрите са отпечатани върху опаковката. След като овладеете работата с тях, можете да преминете към други видове, но е малко вероятно те да бъдат търсени в дома.
Инверторни електроди
В допълнение към консумативите за заваряване със сигурност ще ви е необходима и маска за заваряване. Работата без него е абсолютно невъзможна, в противен случай можете бързо да получите изгаряне на роговицата на очите и много други проблеми със зрението. Маските с хамелеонно стъкло се смятат за най-добрите. Или по-скоро с автоматичен светлинен филтър, който реагира на промените в осветеността и предпазва очите от вредни лъчения.



Препоръчително е също така да имате подходящо облекло, обувки и ръкавици, които не изгарят от искри и могат да предпазят от токов удар в случай на инцидент.
Необходим е чук за отстраняване на люспи, както и клещи, всякакви видове скоби и магнитни ъгли, за да могат заваряваните части да се задържат на място.
Минимално оборудване за начинаещи
Заваръчни елементи
След като сте усвоили основите на процеса на заваряване, можете да преминете към съединяване на елементите в една конструкция. И тук има специални съображения, свързани с реакцията на метала при такова въздействие.
Първата стъпка е да се прецени правилно дължината на заваръчния шев и да се гарантира, че той няма да издърпа съединяваните части в местата на съединяване. За тази цел е необходимо да ги фиксирате на място с помощта на скоби или други средства. И за да закрепите закрепването, заварете напречните шевове на няколко места. И едва след това се заварява.
Процедурата на заваряване зависи от дължината на съединението. Само къси заваръчни шевове с дължина до 300 mm могат да се заваряват в една посока и наведнъж. Ако дължината на съединението е по-голяма, възникващите напрежения трябва да се компенсират чрез използване на по-малки шевове.
Модели на шевове в зависимост от дължината
Невзрачните фуги могат да бъдат внимателно изрязани и шлайфани с шлайфмашина след приключване на работата.
Основи на електрическото заваряване
Процесът на съединяване на метали е най-безопасният начин за съединяване на метали: парчетата или частите се сливат в едно цяло. Това е резултат от излагане на високи температури. Повечето съвременни заваръчни машини използват електрическа дъга за разтопяване на метала. Той нагрява метала в засегнатата област до точката му на топене на малка площ. Тъй като се използва електрическа дъга, заваряването се нарича електродъгово заваряване.
Това не е правилният начин за заваряване.) Най-малкото ви трябва маска.
Видове електрическо заваряване
Електрическата дъга може да се образува от постоянен или променлив ток. Променливият ток се заварява със заваръчни трансформатори, а постоянният ток - с инвертори.
Работата с трансформатор - по-сложна: токът е променлив, защото заварената дъга "скача", а самият уред - тежък и обемист. Друг голям проблем е шумът, който трансформаторът и дъгата произвеждат по време на работа. Има и още едно неприятно нещо: трансформаторът "изсушава" силно мрежата. И скоковете на напрежението са значителни. Съседите не са доволни от това обстоятелство, а домакинските ви уреди могат да бъдат повредени.
Процедура на заваряване
За да се създаде електрическа дъга, са необходими два проводящи елемента с противоположни заряди. Едната е металната част, а другата е електродът.
Когато електродът и металът, които са с различна полярност, се докоснат, се създава електрическа дъга. След като дъгата се образува, металът на обработвания детайл започва да се топи там, където е насочена дъгата. В същото време металът на електродния прът се разтопява и заедно с дъгата се пренася в зоната на топене: заваръчния басейн.
Как се образува заваръчната вана. Без да разберете този процес, няма да разберете как правилно да заварявате метал (Увеличаване на картината щракнете върху него с десния бутон на мишката)
При този процес защитното покритие също изгаря, като отчасти се разтопява, отчасти се изпарява и отделя нагорещени газове. Газовете заобикалят заваръчната вана, като предпазват метала от взаимодействие с кислорода. Съставът им зависи от вида на защитното покритие. Разтопената шлака покрива метала, като спомага за поддържане на температурата му. За да се заварява правилно, трябва да се внимава шлаката да покрива заваръчната вана.
Заварката се получава от движението на ваната. И той се движи чрез преместване на електрода. Това е тайната на заваряването: трябва да движите електрода с определена скорост.

в зависимост от вида на необходимата връзка е важно да се избере и правилният ъгъл и ток.
При охлаждането на метала върху него се образува слой шлака в резултат на изгарянето на защитните газове. Той също така предпазва метала от контакт с кислорода във въздуха. След като изстине, се разбива с чук. Наоколо летят горещи парчета, затова защитата на очите е задължителна (носете специални очила).
За това как да направите от цилиндър или бъчва мангал можете да прочетете тук. Това ще ви даде възможност да се упражнявате.
Стъпка по стъпка за заваряване с инвертор
На първо място, за заваряване трябва да имате защитни елементи:
- ръкавици от груб плат;
- Заваръчна маска със специален филтър за защита на очите;
- грубо яке и панталон, изработени от материал, който не се запалва от искри, възникващи по време на заваръчни работи;
- затворени обувки с дебели подметки.
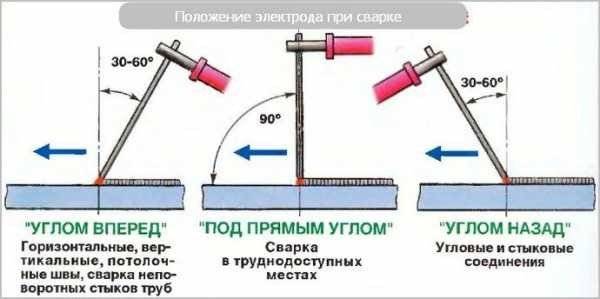
Позицията на електрода при заваряване.
Преди да започнете да заварявате със заваръчния инвертор, трябва да се вземат необходимите мерки за създаване на безопасна работна среда.
Правилната подготовка на работното място включва:
- като осигурите необходимото свободно пространство на масата, трябва да премахнете всички ненужни предмети, които обаче могат да се напръскат;
- създаване на добро осветление;
- Извършвайте заваръчните работи, като стоите върху дървена плоча, която предпазва от токов удар.
След това токът трябва да се регулира в зависимост от дебелината на частите и избраните електроди. Последните трябва да бъдат подготвени. Ако те са закупени от търговец на дребно и качеството им не е под въпрос, тази стъпка може да бъде пропусната.
След като подготвите електродите, заземителната клема се свързва към обработвания детайл.
Металът трябва да се подготви, за да се получи добра и трайна връзка:
- ръждата е напълно отстранена от ръбовете на продукта;
- се използват разтворители, за да се отстранят всички замърсявания;
- На последния етап ръбовете се проверяват за чистота; наличието на мазнини, боя и други примеси е недопустимо.
След това трябва да се свърже заваръчният инвертор. Най-добре е обучението да се извършва върху дебел метален лист, като се оформя шев под формата на ролка. Направете първото съединение върху метала, който лежи хоризонтално на масата. Начертайте върху него с тебешир права линия, по която ще минава шевът.
Електрическа схема на инвертор.
Като се упражнявате върху такъв предмет, можете значително да подобрите техниката си на заваряване.
Процесът на заваряване започва със запалване на дъгата.
Има два начина да направите това:
- почукване по метала;
- почукване върху метал.
Изборът на метод зависи от предпочитанията на потребителя; най-важното е при запалване да не остават следи от заваряване извън зоната на свързване.
След запалването на дъгата от контакта с метала заварчикът отдалечава електрода от повърхността на детайла на малко разстояние, съответстващо на дължината на дъгата, и започва заваряването.
В резултат на това на мястото на съединяване на две метални части се образува заваръчен шев. Тя ще бъде покрита с люспи - люспи на повърхността. Трябва да бъде премахнат. Това може лесно да се направи чрез почукване по заваръчния шев с малко чукче.
Инструменти и оборудване
Техниката на ръчното електродъгово заваряване е сравнително проста и се извършва с помощта на специализирано оборудване и електроди. Необходими са ви и помощни инструменти и оборудване за безопасност.



Видове оборудване
Съществуват три вида машини, които могат да се използват за дъгово заваряване със собствените ви ръце:
- Трансформърс. Принципът на действие на тези устройства се основава на променлив ток. Трябва да се отбележи, че те са доста тежки, могат да предизвикат резки промени в напрежението в общото захранване и са много шумни. Доста е трудно да се направи равномерна заварка на трансформатор и само опитни заварчици са в състояние да го направят. Но ако начинаещите заварчици бъдат обучени на заваряване с трансформаторна дъга, работата с друго оборудване ще бъде много по-лесна;
- токоизправители. Твърдотелните диоди осигуряват функционирането на устройствата. Тези машини превръщат променливия ток в постоянен. Те са универсални устройства. Почти всички електроди са подходящи за тях и могат да се заваряват различни метали. В сравнение с трансформатора заваряването е много по-лесно, а дъгата остава стабилна;
- инвертори. Те са почти безшумни. Лесен за използване благодарение на компактния си размер и системата за автоматична настройка. По време на работа устройството произвежда мощен постоянен ток чрез преобразуване на променлив ток.
Сред всички машини инверторите се считат за най-добрите. Те създават стабилна дъга дори при колебания на напрежението и се отличават с многофункционалност.
Инструменти и оборудване
Преди да започнете да заварявате с електродъгов заваръчен апарат, първо трябва да подготвите личните си предпазни средства и инструменти:
- Заваръчна машина и електроди за заваряване. Тези, които тепърва изучават заваряването, трябва да си приготвят много електроди;
- Спомагателни инструменти. Техниката на електродъгово заваряване включва отстраняване на шлаката от заваръчния шев, за което са необходими чук и метална четка;
- защитно облекло. Не започвайте да заварявате без специална маска, ръкавици и защитно облекло от плътни материали. Не бива да пренебрегвате тези инструменти, тъй като от тях зависи безопасността на хората.
Ако за първи път работите с машина и искате да се научите да заварявате правилно с ръчно електродъгово заваряване, препоръчваме ви предварително да подготвите няколко пробни метални части.
Технология на заваряването
Понастоящем са известни следните видове електродъгово заваряване:
-
Заваряване с електрод, който не се консумира.
Волфрамовата (или графитната) пръчка, използвана като електрод, не се топи, а поддържа дъгата. Металният пълнител се подава под формата на тел или пръчка. Този тип заваряване може да работи и без добавъчен материал, в режим на спояване.
-
Заваряване с потопена дъга.
Електродът, който създава дъгата, се подава в слоя флюс, с който е покрита обработваната повърхност. По този начин се създават условия за перфектно съединяване на метали, които не се влияят от разрушителното въздействие на въздуха.
-
Полуавтоматично електродъгово заваряване.
Електродът е метална жица, към която се подава електрически ток. Когато се разтопи, тя се подава автоматично (така че дължината на дъгата да остане постоянна). Едновременно с това в точката на заваряване се впръсква защитен газ - въглероден диоксид или аргон. В резултат на това качеството на заваръчния шев се подобрява значително.
В домашни условия тези видове заваряване практически не се използват. Затова нека разгледаме четвъртия вид заваряване - ръчното електродъгово заваряване.
Ръчното електродъгово заваряване се основава на използването на специален електрод в обвивка
Електрическите заваръчни апарати за ръчно заваряване се разделят на два вида - за променлив и за постоянен ток. Използването на променлив ток позволява конструирането на заваръчни машини с висока мощност и мощност. Предимството на постоянния ток, поради липсата на смяна на полярността, е по-гладка заварка с по-малко метални пръски.
Ремонт на подводни тръбопроводи
Заваръчният апарат работи чрез създаване на електрическа дъга в точката, където две метални части влизат в контакт. Високата температура (до 7000о С) разтопява материала до течно състояние и настъпва дифузия - смесване на молекулярно ниво.
Основната разлика между заваряването и лепенето е липсата на спомагателни материали - съединените части се превръщат в монолитна структура.
Ето защо трябва ясно да се разбере, че за правилно заваряване могат да се използват само хомогенни метали. Алуминий не може да се заварява към желязо или мед към неръждаема стомана. Температурата на топене на различните материали е различна и създаването на сплави не е във възможностите на заваръчното оборудване.
Съществуват различни заваръчни машини за заваряване на железни конструкции.
-
Трансформърс. Те се използват за преобразуване на мрежовото напрежение от 220 V в ток с параметрите, необходими за създаване на високотемпературна електрическа дъга. Това става чрез понижаване на напрежението (не повече от 70 V) и увеличаване на тока (до хиляди ампери). Днес тези устройства постепенно остават в миналото, тъй като са твърде тромави за домашна употреба и консумират големи количества електроенергия. Освен това работата на трансформатора не е стабилна и има отрицателно въздействие върху мрежата като цяло - при включване той създава колебания на напрежението, които засягат чувствителни домакински уреди. Те се предлагат в еднофазни и трифазни версии.
-
Изправители.
Те преобразуват променливия ток на потребителската мрежа в постоянен ток. Принципът на действие на тези устройства се основава на използването на изправителни силициеви диоди, наричани още гейтове. Характерната разлика между заваръчните апарати за постоянен и променлив ток е интензивното нагряване на електрода в плюсовия полюс. Това дава възможност да се контролира процесът на заваряване: да се извършва "щадящо заваряване", да се манипулират настройките и да се пестят значителни количества електроди при рязане на метал.
-
Инвертори.
Доста дълго време (до 2000 г.) те не бяха достъпни за широко използване в дома поради високата им цена. Но по-късно те стават много популярни. Принципът на работа на инвертора е да преобразува променливия ток в постоянен и след това отново в променлив, но вече с висока честота. Разликата между това и трансформаторното заваряване е, че дъгата, създадена от преобразувания постоянен ток, е по-стабилна.
Основното предимство на инверторното заваряване е подобрената динамика на дъгата и осезаемото намаляване на теглото и размера (в сравнение с директните трансформатори). Освен това изходният ток може да се регулира плавно, което прави устройството много по-ефективно и осигурява лесно запалване на дъгата по време на работа.
Но има и недостатъци:
- времеви ограничения при използване поради загряването на електронната схема за преобразуване;
- създаване на електромагнитен "шум", високочестотна интерференция;
- неблагоприятно въздействие на влажността, което води до кондензация във вътрешността на устройството.




Добра статия за заварчика наистина хареса многото полезни неща, които каза.