- Съвети и трикове
- Запояване
- Как да смазвате правилно крана
- Видове уплътнителна лента
- Анаеробни лепилни уплътнители
- Съединители за свързване
- Метални и пластмасови тръбни съединения
- Фланцово свързване на газови тръби
- Паста за издълбаване Archimedes Norma
- Табл. 1. Абразив GOST 3647-80
- Каква е мощността на полиране
- Ред на притискане
- Редът на притискане е следният:
- Лен
- Кой уплътнител е най-подходящ за отоплителна инсталация
- Предназначение и разнообразие на термичните уплътнители
- Основни технически свойства на уплътнителната лента
- Правила за запояване на мед
- Запояване на големи компоненти
- Запояване на проводници или жици
- Прибори за запояване или дупки за запояване в медта
- Техники за проверка на стегнатостта на ставите
- Монтаж на резбови фитинги
- Инструкции за сглобяване, стъпка по стъпка
- Свързване на метални тръби с резба
- Запечатване с ленена нишка
- Въпросът за опаковането
Съвети и трикове
Професионални майстори споделят няколко съвета как да направите запечатването на резбови съединения възможно най-лесно и трайно.
- Не е необходимо да се страхувате, че невтвърденият уплътнител ще стърчи от вътрешността на тръбата. Той не се втвърдява и просто се отмива с вода по време на употреба. Анаеробните гелове са напълно безвредни, но все пак е най-добре да оставите крана отворен за известно време, за да може излишният уплътнител да се отстрани напълно.
- При завинтване на връзки, обработени с уплътнител за резби, не е необходимо да затягате резбите с гаечни ключове. Максималният натиск на ръката е достатъчен, но наистина трябва да увиете с цялата си сила.
- Ако тръбата е крехка, не се опитвайте да развивате обработеното с уплътнител съединение. Отоплението трябва да се използва веднага. Достатъчна е температура от 170 градуса.
- Ако е възможно, най-добре е да избягвате използването на уплътнителни смеси за временни инсталации. Разглобяването на ставите ще отнеме много време и усилия, които не се изплащат напълно. Най-добре е да прибегнете до използването на уплътнители за конци или бельо за временна употреба.
Вижте следното видео за специалните характеристики на уплътнителя за резби.
Запояване
 Оборудване за запояване на PE тръби
Оборудване за запояване на PE тръби
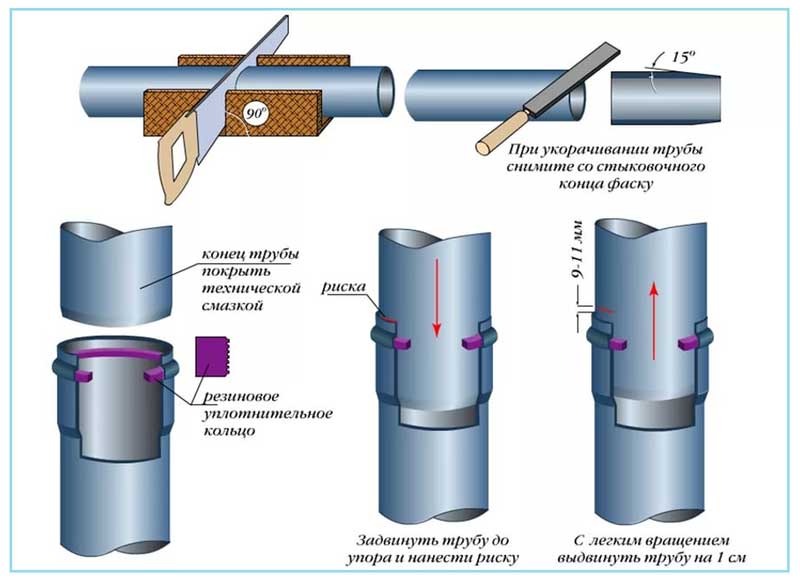
По-правилно е да се каже запояване. Използва се и за полиетиленови тръби. Предпоставка за това е мобилността на двете части, които трябва да бъдат съединени. В противен случай процесът ще бъде прекъснат. Той е толкова ефективен, колкото и електрофузията. За извършването на работата ще е необходим модулен модул. Компонентите му са хидравличен агрегат, горелка, поялник и центриращ елемент. За да го използвате правилно, процедирайте по следния начин:
- В специален подов механизъм пластините се монтират според размера на обработваната тръба.
- Тръбите се захващат. Не прекалявайте с усърдието, ако затегнете болтовете прекалено силно, краят ще загуби формата на обиколката, което ще доведе до проблеми.
- Зоните, които ще се запояват, се почистват от мръсотия и прах.
- Използвайте строителен нож или друг инструмент, за да отстраните стружките от фаската, ако има такива.
- Отворете бавно клапана на хидравличния агрегат, докато компонентите започнат да се движат върху центриращия елемент. Стойността на налягането е отбелязана като работно налягане.
- Частите се разделят и между тях се поставя инструментът за облицоване. Той се стартира и срязването се извършва отново. След няколко завъртания на лопатките устройството може да се извади.
- За да се провери дали съединението е правилно и плоско, върховете се плъзгат отново и се проверяват добре.
- Съединенията се обезмасляват с разтворител или с алкохолна кърпичка.
- Поялникът се поставя на настройката за нагряване.
- След достигане на зададената температура тя се поставя между частите.
- Налягането за запояване се настройва според таблицата и центриращите модули се преместват отново. Те се държат натясно, докато се получи припокриване от 1 mm.
- След това налягането се освобождава и те се нагряват за още няколко секунди.
- Частите се раздалечават и нагревателят се отстранява. В рамките на 5 секунди те трябва да се съединят отново под напрежение за още 5 секунди. След това силата се освобождава и се изчаква времето за охлаждане.
До изтичането на времето за охлаждане не трябва да се сваля стягата или тръбите да се накланят по какъвто и да е начин. Това може да доведе до теч.
Как да смазваме правилно клапан
Общият алгоритъм за ремонт на всеки газов кран се състои от следните стъпки:
- Изключете подаването на газ.
- Изключете захранването от електрическата мрежа в контролната зала. Ако по някаква причина достъпът е блокиран, изключете всички електрически уреди и осветителни тела от контактите.
- Отстранете всички запалими материали и уреди (включително кибрити, разтворители и др.).
- Затворете вратата на кухнята и отворете прозореца настрани.
- Свалете крана.
- Запечатайте вертикалната тръба с влажен парцал.
- Нанесете смазка.
- Отстранете парцалите и сглобете отново крана.
- Проветрете добре стаята.
Разглобяването на крана изисква опит и изключително внимание. Ако искате да смажете газовия кран на готварската печка, трябва да отстраните въртящите се елементи (флагчета) и предния или горния панел под тях. Това разкрива разположението на крана.

При котлоните Gefest не е необходимо да се повдига панелът с горелките - предният капак се сваля сам, съвсем лесно, тъй като е закрепен със самонарезни винтове. Кранчетата са фиксирани с фланци с два винта - за да ги отстраните, ще ви е необходима кръстата отвертка.
Видове уплътнителни ленти
Този материал се произвежда под формата на намотка на макара с дължина до 10 метра. Успешно се използва като чистач на тръбни резби в системи под налягане, включително водни, газови и отоплителни системи.
Предназначението му в ставите е като деформируем пълнител, който действа като смазка на резбата, допринасяйки за по-голяма плътност. Този уплътнител се предлага в 3 вида:
- тип 1 - за използване в тръбопроводни системи за транспортиране на агресивни течности, нанасяни с помощта на пречистено вазелин;
- тип 2 - за изпомпване на силни окислителни течности, при които е забранено използването на допълнителен уплътнител под формата на масла;
- тип 3 - използва се за сравнително чисти течности и газове, като използването на грес е изключено.
Анаеробни уплътнителни лепила
Тези материали имат добър вискозитет и са с течна консистенция. Те могат да останат на открито дълго време, без да променят свойствата си. Когато се нанасят върху резбови съединения, в които няма въздух, те полимеризират, без да се свиват. Резултатът е много здраво и твърдо вещество със свойства, подобни на тези на пластмасата. Той осигурява отлично уплътнение и запълва напълно празнината на резбата, независимо от налягането на течността или газа в тръбите. Важно предимство на анаеробните лепила е, че те се превръщат в твърдо вещество само в резбови съединения, а на открито запазват течната си форма и не запушват оборудване и клапани. Те могат лесно да бъдат отстранени от повърхността. Този материал се използва широко в промишлеността.
Анаеробните лепила могат лесно да се нанасят директно от опаковката. Когато извършвате обемна работа, си струва да използвате дозатори. Различните видове лепила имат различно време за втвърдяване - от 3 минути до няколко часа. Изборът на конкретно лепило зависи от конкретната техническа задача. Ако се изисква бърз монтаж, трябва да се използват лепила с кратко време за втвърдяване. В случаите, когато е необходимо да се коригира съединението, може да се избере лепило, което да придобие окончателната си форма след определен период от време.
Съединение, запечатано с анаеробно лепило, може да се демонтира с помощта на обичайните инструменти. След втвърдяване лепилото е нетоксично, което го прави подходящо за използване в хранително-вкусовата промишленост. Работната температура на анаеробните уплътнители е между -55 °C и +150 °C. Някои от тях могат да издържат до +200 градуса по Целзий. Ако за кратко време бъдат изложени на по-високи температури, те могат да продължат да изпълняват функциите си, без да променят свойствата си.
Анаеробните лепила са по-скъпи от другите видове уплътнители. Въпреки това те ще платят изцяло обявената цена. Надеждността на съединението, използващо анаеробно лепило, е значително по-висока в сравнение с всеки друг материал. Всеки собственик сам избира кое е по-важно: сигурността и надеждността или възможността за големи загуби в случай на повреда на системата.
Безспорните предимства на анаеробното уплътнително лепило включват лесна употреба, уплътняване на резби независимо от силата, лесен монтаж на системата благодарение на смазващите му свойства, способност да издържа на по-голямо налягане на газ или течност, по-добро съотношение цена-качество, запазване на течната форма на открито.
Недостатъците на това вещество са невъзможността да се използва в окислителна или кислородна среда и при ниски температури поради удължаване на времето за полимеризация. Сместа може да се използва само върху сухи резби и не се препоръчва за тръби с диаметър, по-голям от М80.
Свързващи съединения
При реконструкция на газови и водопроводни инсталации или инсталиране на нови възниква въпросът за най-добрия начин за свързване на щранговете и уплътняване на получените фуги.
Когато става въпрос за разглобяеми връзки, най-добрият начин за свързване на вертикални тръби е да се използват съединители. Те могат да се използват като съединители или като адаптери, ако линейните размери, включително диаметрите на винтовите съединения в тръбите, са различни.
- надеждност;
- достъпност и широка гама от продукти;
- Бързо, лесно сглобяване и разглобяване;
- ниска цена.
В зависимост от вида на щранг-линията се произвеждат подобни съединителни фитинги. Уплътнителят се избира по същия начин. Докато металните фитинги най-често се уплътняват с коноп и маслена боя, пластмасовите части се уплътняват най-добре с лента FUM и синтетичен уплътнител, по-специално анаеробен уплътнител.
Свързване на метални и пластмасови тръби
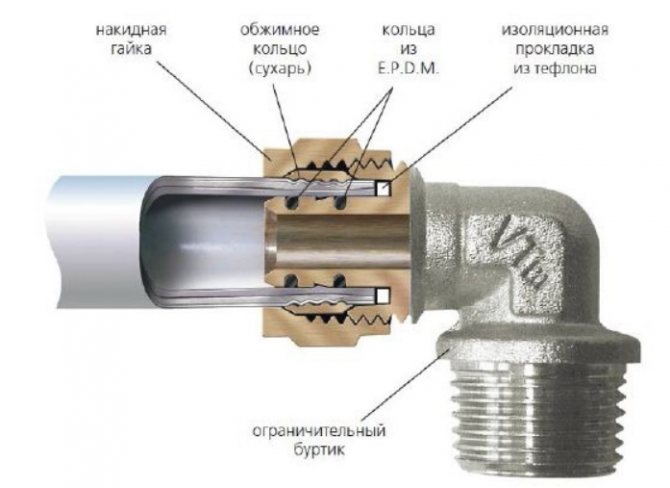
Популярността на пластмасовите тръби в битовата мрежа често налага те да бъдат свързвани към съществуващи метални тръби. За тази цел се използват специални адаптери. Най-често срещаните от тях са фитингите, наречени "американски" или "зърно".







Американският тръбен адаптер се състои от две части. Единият край на металната част е с външна или вътрешна резба в зависимост от вида на резбата на свързваната тръба. Другият край е с външна резба. Втората част е изработена от пластмаса и завършва със съединителна гайка с вътрешна резба. Двете части се свързват, като гайката се завива на резбата на металния елемент. Съединението се уплътнява чрез уплътнение в съединителната гайка.
Свързване между метал и пластмаса
Първата част на редуктора се завинтва в съединена метална тръба, а изходящата част се заварява към пластмасовата тръба чрез пластмасова заварка.
Нипелният фитинг представлява пластмасова втулка със запоена в нея метална част. Тя осигурява връзка със стоманената тръба, а самата втулка е заварена към пластмасовата тръба.
Фланцова връзка за газови тръби
 Фланцовата връзка е най-често срещаната разглобяема тръбна връзка.
Фланцовата връзка е най-често срещаната разглобяема тръбна връзка.
Благодарение на простата си конструкция той се разглобява и сглобява лесно. Но тя се характеризира и с високи разходи и ниска надеждност в сравнение със заварените връзки.
Ако налягането на транспортираната среда се промени, може да възникне изтичане на газ.
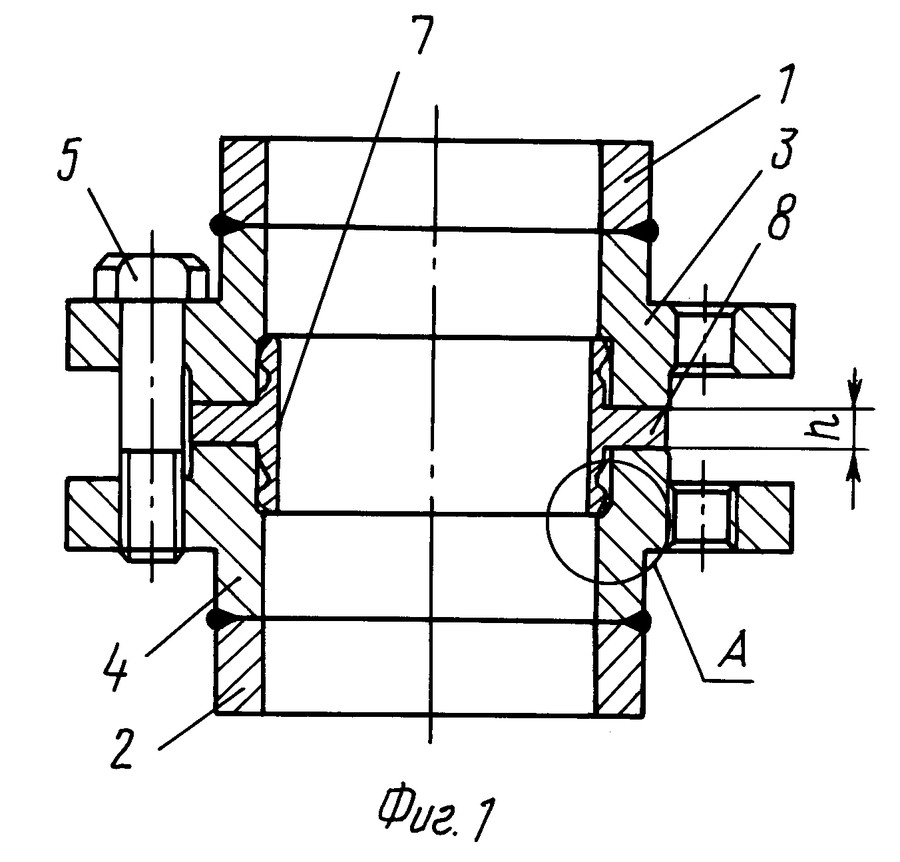
Фланцовата връзка се състои от:
- 2 фланци;
- крепежни елементи - шпилки, болтове, гайки
- О-пръстени или уплътнения.
Най-често използваните уплътнения са уплътнения, изработени от индустриална гума, азбестов картон или паронитови листове.
Здравейте, скъпи читатели. Въпросът за уплътняване на резбата на газовата тръба е съвсем уместен. В крайна сметка това е много уязвима област. Това е мястото, където най-често се регистрират течове.
Полираща паста Archimedes Norma Gauze
Archimedes Norma е полираща паста за метал, стъкло и пластмаса. Това улеснява и подготовката на повърхността за полиране. Пастата позволява ръчно и механично използване върху всички видове бои. Пастата е предназначена за отстраняване на: окислен повърхностен слой; пигментирани участъци от боята; дефекти на покритието; драскотини и драскотини; и следи от вградени насекоми.
Таблица 1. Абразив GOST 3647-80
| Групи | Числа | Групи | Числа |
| песъчинки | Зърненост μm | песъчинки | Наименование |
| Грит | Смилане на прахове | ||
| Стъкло, корунд или смес от тях | |||
| 63 — 50 | М63 | ||
| 50 — 40 | М50 | ||
| Прахове за микромелене | |||
| 25-28 | M 28 | ||
| 18-20 | M 20 | ||
| 12-14 | M 14 | ||
| 10 | М 10 | ||
| 7 | М 7 | ||
| 5 | М 5 |
| Процентен състав. | Груб | Среден | Fine |
| Хромов оксид | 81 | 76 | 74 |
| силикагел | 2 | 2 | 1,8 |
| стеаринова киселина | 10 | 10 | 10 |
| разделяне на мазнините | 5 | 10 | 10 |
| олеинова киселина | — | — | 2 |
| сода бикарбонат | — | — | 0,21 |
| парафин | 2 | 2 | 2 |

Фиг. 3 . Абразивни прахове и GOI паста.
Какво е мощност на полиране
Стандартният тест за полираща сила се извършва по следния начин - закалена стоманена или месингова плоча се движи хаотично върху чугунена плоча с размери 400 x 450 mm, като се изминават общо 40 метра при определено налягане. Грубата паста отстранява около 40 µm метал, средната - около 5 µm, а фината - 0,25 µm.
Ред на притискане
Лапиращите кранове са 3 вида: с чугунено тяло и месингова тапа, с месингово тяло и месингова тапа и изцяло от чугун.
Редът на притискане е следният:
- Ако кранът е извит от тръба, корпусът се затяга в стяга с малка сила, за да не се повреди корпусът, като по-големият диаметър на конуса е насочен нагоре:
- Средно голяма паста GOI се разрежда с парафин и се нанася равномерно върху тялото на тапата с помощта на четка;
- Поставете отвертката в отвора с резба в долната част на конуса;
- Корковата тапа се поставя в тялото и се завърта няколко пъти с лек натиск;
- Извършват се 5-6 движения с ръка на около 180°, ако няма сериозни вдлъбнатини по пробката или корпуса, това може да е достатъчно;
- Извадете и прегледайте щепсела, ако по него се появят черни жлебове от паста, трябва да избършете частите и да повторите опита, докато чернотата изчезне;
- След това избършете напълно щепсела и корпуса. Нанесете няколко ивици креда върху конуса, поставете щепсела и го завъртете, след което го проверете; вдлъбнатините от креда трябва да са равномерно разпределени по цялата повърхност на съвпадащите части;
- След това съвпадащите повърхности трябва отново да се избършат внимателно и след нанасяне на уплътнителна грес върху газовите кранове да се монтират. Резбовите отвори трябва да се затегнат с конопена или пенопластова лента, за предпочитане с уплътнителна грес. Уплътнителна смазка за газови кранове може да се закупи от специализиран магазин за водопроводни материали или да се поръча от множество онлайн източници.
Накрая проверете за течове със сапунен разтвор, като не се допускат мехурчета.
За да работи правилно кранът, въртенето на тапата в тялото на крана трябва да става без усилие, което осигурява надеждно уплътняване. За тази цел се използват специални уплътнителни и антифрикционни смеси. Уплътнителните смазки са с по-твърда концентрация и се използват за уплътняване на съвпадащите части. Антифрикционните смазки са по-малко вискозни и се използват за разделяне на движещи се части. Гресите трябва да работят надеждно при температури до 300°C. Към уплътнителната смес се добавят твърди частици, като графит или флуоропластови стружки. Антифрикционните смазки могат да бъдат на основата на мазнини или силикон.
Лен

Лененият конец е стар, но доказан метод за уплътняване. Предлага се и в магазините за водопроводни тръби.
Преди да закупите, трябва да вземете предвид някои фактори:
- колко дебела е нишката;
- дали има неприятна миризма или частици от замърсявания;
- Дали преждата е достатъчно еластична.
Трябва също така да имате предвид, че ленът не е подходящ за всички тръбни системи. Водата и температурата ще причинят гниене, а в отоплителната система тя ще изгори за кратко време.








Съвременните уплътнителни пасти са по-добри в предотвратяването на ръждясването на съединителните фитинги и газовите тръби.

Железният восък обикновено е най-използваният материал. Пастата със собствените ви ръце е евтина и обилна. За да направите това, вземете белина и сипете малко по малко зехтин, разбъркайте сместа, докато стане подобна на заквасена сметана.
Нанесете малък тънък слой директно върху конеца. Разпределете равномерно и подсушете материала. Най-добрият начин за работа върху стоманени тръби е да използвате наситена варова боя.
Като окисляват горния слой на желязото, неразтворимите съединения задържат молекулите на озона, съгласно принципа на заменяемостта.
Закупувайте готови за употреба уплътнителни пасти от специализирани търговци:
Gebatout 2 (паста на основата на минерални пълнители и синтетични полимери). Pastum GAS (инхибитор на корозията, пълнители).
Multipak (натурално парафиново масло с включени минерали). Unipak (естествени минерали, мастни киселини). Ако не разполагате с горепосочените продукти, това не е проблем.
Процесът на работа е следният: отделяме част от лена от цялото руло, дебела две пръчици. Обвийте го около резбовото съединение, като започнете от основата на тръбата и стигнете до крайната повърхност.
След това залепете получената конструкция, за да се уверите, че фугите са здраво свързани.
Кой е най-добрият уплътнител за монтаж на отоплителна система?
В днешно време основните критерии за избор на най-добрата технология за уплътняване на резби в съединенията на отоплителните системи са опитът и материалите, с които се работи.
Например при работа с чугунени радиатори и спирателни вентили най-добрият вариант е да се използва ленена нишка със санитарна паста или термоустойчив силиконов уплътнител.
За връзки с малък диаметър до 25 mm от марковите фитинги се препоръчва използването на лента FUM или залепващ уплътнител.
За монтиране на кранове или свързване на стоманени, алуминиеви или биметални радиатори може да се използва целият арсенал от методи за уплътняване на фуги.
Единственото нещо, за което трябва да се внимава при монтажа на медни тръби, е, че трябва да се прочетат внимателно инструкциите за уплътнителя, за да се избегне несъвместимост между състава на лепилото и основния метал.
Предназначение и разнообразие на топлоизолационните материали
Необходимо е да се отбележи, че е трудно да се справим без уплътнители в много сфери на човешката дейност, като се започне от бита и се стигне до индустриалния отрасъл. В края на краищата, какво да правим, ако е необходимо да отстраним пукнатините, например между стената и дограмата? Точно така, отиваме в магазина и купуваме силикон. Но дали едно обикновено лепило ще изпълнява всички свои функции при много високи температури? Отговорът на този въпрос е недвусмислен - не. Разбира се, температурният им диапазон е доста висок и в отделни случаи може да достигне до 200 °C, но често това не е достатъчно. И не всички уплътнители запазват свойствата си дори при тази температура.







Така че термоустойчивият уплътнител се използва за изолиране на фуги в "горещи" приложения. Те включват тръби за гореща вода, открити пещи, комини, камини, двигатели, включително автомобилни, компоненти на турбини, компресори, помпи, както и компоненти, работещи с пара, химикали и газообразни среди. Тези уплътнители се делят на силиконови и силикатни.
Първият високотемпературен уплътнител е паста с червен, кафяв или червено-кафяв цвят. Основният му компонент е силиконов каучук, а благодарение на железните оксиди се постига желаната топлоустойчивост. Тези уплътнители се разделят на неутрални и киселинни. Използването на последните е ограничено, тъй като киселината, която се отделя при втвърдяването, има отрицателно въздействие върху каменни, бетонни и метални повърхности. Поради това такива "агресивни" съединения са подходящи за използване върху дърво, стъкло, пластмаса и керамика. Неутралните уплътнители нямат ограничения, тъй като в този случай по време на втвърдяването се отделят безопасни течности, съдържащи алкохол, и вода.
В допълнение към състава, силиконовите уплътнители се разделят и според тяхното приложение.
- Версиите за хранителни цели са нетоксични и напълно безопасни за човешкото здраве.
- Санитарният хотмелт е намерил своето приложение в медицината.
- Термоустойчивият уплътнител за двигатели се характеризира с устойчивост на агресивни компоненти, антифриз, масла и други автомобилни химикали, както и с повишена пластичност. Такова лепило за горещо топене обикновено е червено на цвят.
- Високотемпературните уплътнители за фурни също са много популярни. Те се използват в промишлеността и домакинствата за съединяване на конструкции на печки.
- Универсалните състави могат да се използват за почти всички повърхности и фуги в зоната на топлинно въздействие.
Силикатните уплътнители са по-устойчиви на топлина и могат да издържат до 1500 °C, поради което се използват в конструкции, които са в контакт с открит огън. Те са на основата на натриев силикат. Заради цвета си те се наричат и черни уплътнители. Най-подходящо е да се използват за третиране на пукнатини в камини, комини, фурни, готварски печки, включително пещи с открит огън, отоплителни котли и др.
Основни технически свойства на уплътнителната лента
Лентата FUM има следните характеристики:
- Намален коефициент на триене. В допълнение към своята пластичност, тефлоновата уплътнителна лента е хлъзгава, което улеснява завинтването на фитингите.
- Термична устойчивост, която му позволява да издържа на температури до 260 градуса, без да се наруши или да загуби уплътнителните си свойства. Флуоропластите също са много ефективни диелектрици.
- Якост и еластичност. Уплътненията, изработени от този материал, са стабилни при налягания до 10 MPa и могат да издържат на краткосрочни натоварвания до 42 MPa, напр. такива, възникващи в резултат на воден удар в тръбопроводни системи. Експлоатационният живот на лентовото уплътнение FUM се определя на 13 години. Той се разваля по-бързо, ако е изложен на светлина, но това не се отнася за нас - просто трябва да вземем предвид този фактор, когато организираме съхранението на материала.
- Химически пасивен. Не се уврежда от киселини и основи, което се определя от равномерното разпределение на флуорните атоми по повърхността на продукта. Досега не са изобретени разтворители, които могат да разрушат уплътнителя. Устойчиви на процеси на гниене.
За повече информация относно правилното използване на лентата FUM за газови и водопроводни тръби вижте по-долу.
Правила за запояване на мед
Когато възникне необходимост от запояване на меден продукт или продукт, съдържащ медни компоненти, няма ясен отговор как и с какво е най-добре. Изборът на процес и инструменти зависи от много фактори, като например размера и теглото на компонентите и техния състав. Вземат се предвид и напреженията, на които трябва да бъдат подложени вече запоените компоненти. Съществуват няколко метода за запояване и е добре да ги познавате, за да можете при необходимост да изберете най-подходящия метод.
Запояване на големи компоненти
Капилярно спояване на мед.
Когато трябва да запоите твърди или големи части, които не могат да бъдат нагряти до необходимата температура с поялник, използвайте горелка и меден припой. Бораксът се използва като флюс. Сила меден и фосфорен припой е по-висока от стандартната калаена спойка.
Върху механично почистената тръба или проводник се нанася тънък слой флюс. След това на тръбата се поставя фитинг, който също се почиства механично. Нагрейте съединението с газова горелка, докато медта, покрита с флюс, промени цвета си. Флюсът трябва да стане сребрист и тогава може да се нанесе спойката. Спойката се разтопява мигновено и прониква в междината между тръбата и фитинга. Когато капките спойка започнат да остават по повърхността на тръбата, отстранете спойката.
Тръбите не трябва да се прегряват, тъй като това не допринася за по-голяма капилярност. Напротив, медта, нагрята до черно, е по-малко податлива на запояване. Ако металът започне да почернява, нагряването трябва да се прекрати.
Жици за запояване или тел
За запояване на тънки медни проводници не трябва да се използва спойка на основата на цинков хлорид, тъй като тя ще разруши медта. Ако нямате на разположение флукс, можете да разтворите таблетка аспирин в 10-20 ml вода.
Схема на заваряване на мед в среда с инертен газ.
Меден проводник или части от проводник с различно сечение могат лесно да се нагряват до правилната температура с поялник. Температурата трябва да бъде тази, при която спойката - калай или олово-калай - се разтопява и спойката се запоява. Флюсовете трябва да съдържат колофон или да са на основата на колофон, може да се използва масло за запояване или дори самият колофон.
Повърхността на проводника се почиства от замърсявания и оксиден филм, след което частите се флюсират. Този процес включва нанасяне на тънък слой флюс или колофон върху нагрятата мед, след което спойката се разстила възможно най-равномерно по повърхността с помощта на поялника. Частите, които трябва да бъдат съединени, се съединяват и се загряват с поялника, докато вече втвърденият припой започне да се топи отново. Когато това се случи, поялникът се отстранява и съединението се охлажда.
Детайлите могат да се закрепят в клещи, така че разстоянието между тях да е 1-2 мм. Нанесете флюс и нагрейте частите. Разстоянието между частите се нагрява и спойката се нанася, така че да се разтопи и да запълни разстоянието. Точката на топене на сплавта за спояване трябва да е по-ниска от точката на топене на медта, за да не се деформират частите. Детайлът се охлажда, след което се измива с вода и при необходимост се дообработва с шкурка, докато стане гладък и хомогенен.
Запояване на тенджери и тигани или запояване на дупки в медта
За запояване на тенджери и тигани се използва чист калай, чиято температура на топене е по-висока от тази на калаения или оловния припой. Понякога може да се използва поялник с чукче за запояване на големи предмети на открит огън с помощта на газова горелка или факел. След това се извършва стандартно: отстраняване, флюсиране и калайдисване, съединяване на частите и нагряване с поялника. Именно за този поялник е удобен чистият калаен припой.
Обикновено от вътрешната страна на фитинга има рамка, която не му позволява да се плъзга през тръбата. Тя може да бъде отстранена с груба пила, ако фитингът трябва да бъде поставен на тръбата по-далеч от предвиденото и по този начин нежеланият отвор да бъде запоен.
Начини за проверка на стегнатостта на ставите
Проверката на херметичността на газопроводите се извършва на участъци. В случай на жилищни блокове се избира сегмент от точката на влизане на горивото в сградата до кранчето на битовото оборудване.
В краищата на сегмента се поставят ограничители. Тръбите са подложени на налягане с 25% по-високо от стандартното. Спадът на налягането е причината да проверите връзките.
Целостта на съединенията, разклоненията и връзките на оборудването може да се провери по два начина:
- Използване на индикатор за изтичане на газ.
- Чрез прилагане на сапунен разтвор, емулсия.
В първия случай цифров, звуков или цветен сигнал ще предупреди уреда за опасността. Във втория случай внимавайте за мехурчета. Наличието на мехурчета означава нарушаване на целостта на връзката.





Специални характеристики на монтажа на резбови фитинги
Различните видове фитинги с резба позволяват най-сложните огъвания и извивки в тръбните инсталации.

Най-разпространеният начин за свързване на метални/пластмасови конструкции е под формата на фитинг "американски стил". С гнездото и резбата в краищата на фитинга разнородните части могат да се свързват бързо и лесно.
Най-популярното устройство за свързване на пластмасови и метални елементи е американският фитинг, който се предлага в различни размери. Удобното устройство с пластмасов цокъл и метална резба се монтира изключително лесно, като позволява да се създаде надеждна плътна връзка за кратко време.
Инструкции за инсталиране стъпка по стъпка
За свързване на метална тръба към полипропиленова или друга пластмасова тръба е необходимо:
С помощта на специален поялник заварете муфата към края на полимерната тръба, след което изчакайте съединението да изстине.
Доведете металната част до другия край на "американската тръба" и завийте резбата. За уплътняване на съединението е желателно да се увият един или два допълнителни слоя FUM-лента, конопени или ленени влакна (може да се покрие и със силикон).
Монтажът винаги трябва да се затяга ръчно: използването на инструменти не е желателно и дори е опасно.
Специалното оборудване не позволява пълен контрол на приложената сила, което може да доведе до повреда на компонента.
След приключване на работата е важно да се провери здравината на полученото закрепване. Просто включете водата и се уверете, че няма течове.
Ако през фугата се просмуква влага, можете да затегнете винта малко повече. Ако има още течове на вода, трябва да затегнете отново резбите и да извършите всички манипулации отново.
Формата на готовото съединение може да се промени, като пластмасовата част се омекоти със сешоар и след това се огъне според нуждите на проекта.
Свързване на метална тръба без резба
Има ситуации, в които пластмасова тръба трябва да се свърже с метална тръба, която няма резба.

Резбите могат да се поставят върху тръбата с помощта на специален инструмент - инструмент за резбоване. В специализираните магазини се предлагат както механични, така и електрически инструменти за нарязване на резби.
Този проблем може да бъде решен със специален инструмент, наречен "инструмент за резба" или "резба за резба", с който могат да бъдат нанесени канали върху стоманен или чугунен детайл.
Има две версии на инструмента:
- Електрическа, която включва няколко режещи апарата, предназначени за тръби с различен диаметър. Такива модели са удобни и лесни за използване, но имат висока цена.
- Ръчният инструмент за нарязване на конци е значително по-евтин, но изисква повече физическа сила и определени умения.
Можете да прочетете повече за това как да нанизвате тръби в статията, която предлагаме.
Има няколко прости правила, които трябва да се спазват при използването на резачката за резба на тръби:
Инструментът не трябва да се използва, ако тръбата е на малко разстояние от стената.
Електрическият инструмент за подслушване се нагрява бързо, така че при подслушване на няколко елемента ще трябва периодично да почивате.
Когато работите с ръчен инструмент, е важно да спазвате редуващите се движения, като правите половин оборот напред и четвърт оборот назад, докато наберете правилната дължина на резбата.
За да се наниже резбата на тръбата, тя трябва да се почисти добре, като при необходимост се отстрани съществуващата боя и се шлифоват всички метални резби. След това издълбайте нишките с помощта на електрически или дърворезбовъчен инструмент.
Почистете и смажете добре жлебовете с резба с грес, масло или други смазочни материали и след това ги използвайте за свързване към фитингите.
Запечатване с ленена нишка
Този метод е най-старият. По този начин се уплътняват тръбните фуги в съветските апартаменти. Ако не можете да намерите друг уплътнител в магазина, със сигурност ще намерите ленена и водопроводна паста. Но този уплътнител има редица съществени недостатъци:
- В правилата се посочва, че ленът се използва в комбинация със зехтин и оловен восък. Оловото предотвратява корозията на съединението, а маслината запълва порите на лененото платно като полимер. Но намирането на качествени съставки е трудно, така че често оловният бонд се замества с желязо, което само ускорява окисляването на металните компоненти. Някои майстори се измъкват от ситуацията, като използват уплътнители за автомобили на силиконова основа.
- Трудността при полагането на ленени конци върху конците. Това, което е толкова лесно за опитните водопроводчици, може да причини много трудности на неспециалистите. Малко вероятно е ленът да бъде правилно навит върху съединението от първия път и всяка грешка в тази операция ще доведе до уплътнение, което няма да издържи много дълго.
- Ленът е много слабо податлив на промяна на работните условия. Затова в отоплителните системи нишките му се разрушават много по-бързо. Също така този тип уплътнител реагира лошо на агресивни среди.
- Високите хигроскопични свойства на материала го карат да набъбва, което може да доведе до разкъсване на недостатъчно здрави фуги. Например не се препоръчва използването на ленено платно за уплътняване на алуминиеви радиатори.
Въпросът за опаковането
Уплътняването на газовите съединения е защитна мярка срещу течове. За този процес са необходими лен и фугираща смес.
- От използвания лен се откъсва малко парче лен.


- Ако на нишките няма нарези, те трябва да бъдат направени. Използва се специален инструмент.

Набраздяването предотвратява откъсването на платното по време на завинтването на резбата.
- Навиването започва от края на нишката. Тя продължава към края на темата. Платното трябва да покрива малко горната част на конеца.


Този обем е достатъчен, за да може платното да се фиксира в съединението.

Съединението е чисто.

- Ленът се обвива с паста.


- Готовата връзка се завинтва.

- Противоположната част на американската тръба се навива на резба (тук се използва ключ) и се завинтва в нагревателя (радиатора).


- Резултат.




