- Избор на място и начин на монтаж на радиатора
- Начини на циркулация на отоплителната среда
- 5 мита и факти за медните тръби за водоснабдяване
- Маркировка и цена
- Метод № 2: Връзката с ролковия жлеб
- Подготовка и изпълнение на връзката с подвижния жлеб
- Изпитване на завършената система за ролни канали
- Необходимите ви инструменти
- Разнообразие от медни продукти
- Възможности за свързване на медни тръби
- Заваряване
- Метод на разделяне
- Метод на свързване на пресата
- Винтови връзки
- Самостоятелно сглобяване
- Класификация по строителен материал
- Разнообразие от медни продукти
- По предназначение
- По метод на производство
- По форма на сечението
- По твърдост
- Вид намотка
Избор на място и начин на монтиране на радиатора
Възможностите за свързване на отоплителните радиатори зависят от цялостната схема на отопление в къщата, конструктивните особености на радиаторите и начина на полагане на тръбите. Обикновено се използват следните варианти за свързване на радиатора:
- Странично (еднопосочно). Тръбите за подаване и връщане са свързани от едната страна, като тръбата за подаване е отгоре. Това е стандартният метод за много сгради, като захранващата страна се свързва от щранг-линията. По отношение на ефективността този метод не отстъпва на диагоналния метод.
- Дъно. По този начин можете да свържете биметален радиатор с долна връзка или стоманен радиатор с долна връзка. Тръбата за подаване и връщане се свързва към лявата или дясната страна на уреда отдолу и се свързва чрез долния присъединителен блок на радиатора с гайки и спирателни вентили. Съединителната гайка се завинтва върху долната връзка на радиатора. Предимството на този метод е, че основните тръби са скрити в пода, а радиаторите с долна връзка се вписват хармонично в интериора и могат да се монтират в тесни ниши.
- Диагонал. Отоплителната среда постъпва през горния изпускателен отвор, а обратният поток е свързан от противоположната страна към долния изпускателен отвор. Оптималният тип свързване, който осигурява равномерно нагряване на цялата площ на акумулатора. Радиатор с дължина над 1 метър може да бъде свързан правилно по този начин. Топлинните загуби в този случай не надвишават 2%.
- Сплит. Подаващият и връщащият поток са свързани към долните отвори от противоположни страни. Използва се главно в еднотръбни системи, когато не е възможен друг метод. Загубата на топлина в резултат на лоша циркулация в горната част на уреда е до 15%.
ГЛЕДАЙТЕ ВИДЕОКЛИПА
При избора на място за монтаж трябва да се вземат предвид редица фактори, за да се гарантира правилната работа на нагревателите. Монтажът трябва да се извършва на най-малко защитено от проникване на студен въздух място, под прозоречните отвори. Препоръчва се под всеки прозорец да се монтира радиатор. Минималното разстояние от стената е 3-5 см, а от пода и перваза на прозореца - 10-15 см. По-малките пролуки намаляват конвекцията и намаляват мощността на радиатора.
Типични грешки при избора на място за монтаж:
- Не се отчита местоположението на регулиращите кранове.
- Малкото разстояние до пода и перваза на прозореца пречи на правилната циркулация на въздуха, което намалява топлинната мощност и помещението не се затопля до зададената температура.
- Вместо под всеки прозорец да има няколко радиатора, които създават топлинна завеса, изберете един дълъг радиатор.
- Монтиране на декоративни решетки, панели, предотвратяващи нормалното разпространение на топлина.
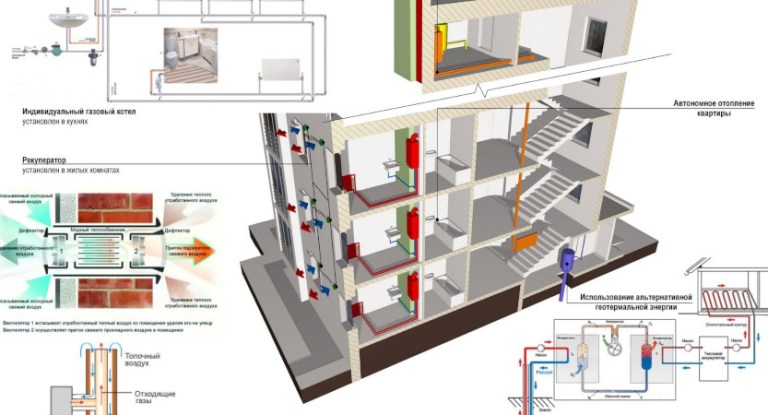
Как циркулира топлоносителят
Топлоносителят може да циркулира естествено или принудително. Естественият начин (гравитационен) не изисква допълнително оборудване. Топлоносителят се премества поради промяна на характеристиките на флуида в резултат на нагряване. Горещият топлоносител, който навлиза в радиатора, се охлажда, става по-плътен и по-масивен, след което потъва надолу и се заменя с по-топъл топлоносител. Студената вода от обратната тръба постъпва гравитачно в котела и измества вече горещата течност. За нормална работа тръбите се монтират с наклон от поне 0,5 cm на линеен метър.
Циркулационна система с помпено оборудване
За принудителна циркулация на топлоносителя трябва да се инсталират една или повече циркулационни помпи. На връщащата тръба преди котела се монтира помпа. Работата на отоплението в този случай зависи от електрическо захранване, но има значителни предимства:
- Допускат се малки диаметри на тръбите.
- Мрежата може да се монтира във всякаква позиция - вертикално или хоризонтално.
- Необходими са по-малки обеми на топлоносителя.
5 мита и факти за медните водопроводни тръби
На медните водопроводни тръби се приписват редица митични недостатъци поради конкуренцията и липсата на информираност.
1. високата цена на медните тръбопроводи. Това схващане се формира поради агресивната реклама на пластмасови тръби. Всъщност медните тръби са 2-3 пъти по-скъпи от пластмасовите, но медните фитинги струват 30-50 пъти по-малко от пластмасовите. Като се има предвид, че методите за инсталиране на тръбопроводите, които могат да се използват, са едни и същи, разходите за инсталиране на системи, изработени от тези материали, са приблизително еднакви. В резултат на това цената на завършения тръбопровод зависи до голяма степен от топологията на системата.
В случай на дълги и неразклонени мрежи (например магистрални тръбопроводи) пластмасовите тръби са значително по-евтини. В случай на скъпи и добри пластмаси, които са предназначени за високи нива на хлориране, но не се предлагат на руския пазар, пластмасовите системи съзнателно ще бъдат по-скъпи. Медните тръбопроводи могат да се монтират без използване на фитинги, което ги прави по-евтини. Като се има предвид дълготрайността и високата надеждност на медните системи, разходите за тяхната експлоатация са много по-ниски от тези на пластмасовите. В случай на изхвърляне на остарели медни тръбопроводи изразходваните средства се възстановяват.
2. Медта е токсична. Това е напълно неоснователно твърдение. Отровни са само специалните съединения на медта, които се произвеждат в промишлеността (багрила, меден сулфат и др.) и не се образуват естествено в тръбопровода. Оксидите на този метал, които основно образуват защитен филм (патина) върху повърхността му, не са отровни. Напротив, те, както и самата мед, имат леко бактерицидно и бактериостатично действие, което осигурява висока защита от инфекции при използване на вода от такива тръбопроводи.
3. хлор: в чистата си форма това вещество е много силен окислител и не се допуска да се пренася в медни тръби. Медта е напълно безболезнена, когато е изложена на въздействието на хлорни съединения, включително тези, използвани за дезинфекция на вода. Напротив, взаимодействието с тези вещества ускорява образуването на защитна мрежа върху медната повърхност. Затова в САЩ новият тръбопровод се хиперхлорира по време на промиването, за да се получи по-бързо защитен слой.
"Проблемите с хлора в медта започнаха с появата на пластмасовите тръби на пазара на водопроводни услуги. Това е така, защото дори хлорните съединения, използвани за дезинфекция на водата, имат доста вредно въздействие върху повечето пластмаси. А златното правило на успешния маркетинг е "обвинявай конкуренцията - остави я да се защити сама".
4. Блуждаещи токове. Това са токовете, които протичат в земята, когато тя се използва като проводяща среда. След това те разяждат металните предмети в земята. Следователно блуждаещите токове нямат нищо общо с медните тръбопроводи, които са предимно вътрешни.
Забранено е да се използват както медни, така и стоманени системи като основен заземителен електрод. Ако това правило се спазва точно, няма да възникнат никакви електрически проблеми (включително блуждаещи токове). Дефектното заземяване пренася само кратковременен ток, който няма да причини никаква повреда на тръбопровода. Проблеми възникват само ако не се спазват основните правила за изграждане и експлоатация на електрически инсталации.
Маркиране и разходи
Отоплителните тръби се произвеждат и етикетират в съответствие с GOST. Например продукти с дебелина на стената 0,8-10 mm се произвеждат в съответствие с ГОСТ 617-90. Друго обозначение се отнася до чистотата на медта, регламентирана от ГОСТ 859-2001. Разрешени са маркировки M1, M1p, M2, M2p, M3.










Следната информация може да се вземе от маркировката на продукта:
- Форма на напречното сечение. Означава се с буквите CR.
- Дължина - този индикатор има различни обозначения. BT - намотка, MD - измерено, KD - кратно на измереното.
- Метод на производство. Ако елементът е заварен, той се маркира с буквата C. Ако е изтеглен, той се маркира с буквата D.
- Специални характеристики на изпълнението. Например повишените технически характеристики се обозначават с буквата P. Висок индекс на пластичност - PP, повишена точност на рязане - PU, прецизност - PS, здравина - PT.
- Точност на производството. Стандартната стойност се обозначава с буквата Н, а повишената стойност - с буквата Р.
За да разберете нагледно как да разчитате маркировката, трябва да разгледате един прост пример - DKRNM50x3.0x3100. Дешифриране:
- Произведени от чиста мед, обозначени с маркировката M1.
- Продуктът е изготвен.
- Форма - кръгла.
- Мека.
- Външен диаметър - 50 mm.
- Дебелина на стените - 3 mm.
- Дължина на продукта - 3100 мм.
Европейските производители прилагат специална система за маркиране DIN 1412. Те прилагат обозначението EN-1057 за елементи на водоснабдителни и отоплителни системи. Той включва стандартния номер, според който се произвеждат тръбите, и допълнителен елемент в състава - фосфор. Той е необходим за повишаване на устойчивостта към ръжда.
Медни тръби във фабриката
Метод № 2: Свързване на ролките
Тръбите, създадени чрез свързване на тръбата към крайния жлеб, отдавна се практикуват при изграждането на противопожарни спринклерни (напоителни) системи. От 1925 г. насам този доста надежден метод за свързване на тръби се използва при стоманени и железни тръби за отопление, вентилация, климатизация и други системи.
Същевременно подобен механичен метод на свързване "нанизване" се предлага и за медни тръби с диаметър от 50 до 200 mm. Комплектът за свързване на жлебове съдържа:
- съединители,
- дистанционни устройства,
- разнообразие от фитинги.
Системата за механично съединяване на канали предлага практична алтернатива на запояването на медни тръби с по-голям диаметър. Съответно методът на набраздяване не изисква допълнително нагряване (използване на открит пламък), както в случая на спояване с твърд или мек припой.
Валцовият жлеб в края на медната тръба е един от основните елементи в метода на свързване "валцов жлеб". Подходящият монтаж се определя чрез измерване след процеса на навиване.
Връзката с набраздяване се основава на пластичните свойства на медта и повишената якост на този метал при студена обработка. Конструкцията включва запечатана система за затягане, за която се използва синтетично еластомерно уплътнение (EPDM - етилен пропилен диен метилен) и специално проектирана скоба. Редица световни производители предлагат инструменти за създаване на Фуги с жлебове - уплътнения, скоби, фитинги.
При свързващите конструкции с "подвижен жлеб" се използват различни по размер фитинги и работни скоби с уплътнения.
Подготовка и изпълнение на връзката с жлеб
Както и при други процеси на непоеднородни медни съединения, правилната подготовка на края на тръбата е от основно значение за създаването на здраво и плътно съединение. Очевиден е и изборът на правилния инструмент за съединяване на канали за всеки тип медна тръба. Трябва да се спазват препоръките на производителя, за да се гарантира безопасното и безпроблемно изготвяне на тези видове фуги.
Таблица на допустимите налягания и температури за тези видове съединения
| Вид на връзката | Диапазон на налягането, kPa | Температурен диапазон, ºC |
| Ролков жлеб, D = 50,8 - 203,2 mm, тип K, L | 0 — 2065 | минус 35 / плюс 120 за K минус 30 / плюс 80 за L |
| Жлеб за каране, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Стъпка по стъпка за сглобяване на модула с набраздени канали:
- Нарежете по размер крайните части на медните тръби точно перпендикулярно на оста.
- Отстранете набраздяванията след рязане и скосяване.
- Навийте жлебове с правилния размер, както се изисква от производителя на фитинга.
- Проверете фитингите, уплътненията и скобите за повреди.
- Смажете уплътненията в съответствие с препоръките на производителя.
Преди окончателното сглобяване проверете чистотата на стягащите повърхности, за да ги освободите от замърсявания. Сглобете връзката съгласно препоръките на производителя.
Практически сглобена част от сглобката по метода на "подвижния жлеб". Нанесете малко количество грес върху еластичните уплътнения на стягащата скоба преди окончателното поставяне на медните тръби.
Затегнете крайните затягащи гайки, като приложите необходимия въртящ момент съгласно препоръките на производителя. След като затегнете винтовете, проверете отново зоната на затягане, за да се уверите, че сглобката е правилно монтирана.
Изпитване на готовата система с набраздени жлебове
Изпитването на завършената тръбопроводна система може да се извърши чрез повишаване на налягането в системата с въздух или вода. Не е изключен и хидропневматичният метод, при който се прилага сравнително високо налягане при изпитване.
Все пак трябва да се отбележи, че изпитвателното налягане не трябва да надвишава максимално допустимото работно налягане, посочено от производителя на системата за навиване.
Необходими инструменти
Следните инструменти са от съществено значение за правилния монтаж:
- Нож за тръби - трябва да се избере в зависимост от конкретния вид на напречното сечение на тръбата. Може да бъде механичен или ръчен;
- Шлайфмашина - може лесно да се замени с шкурка;
- Газова горелка за запояване на медни тръби или поялник с флюс и спойка.
Работата започва с изготвяне на план на отоплителната система, като задължително се отбелязват местата, където ще се монтират радиаторите. Следващата стъпка е да нарежете тръбата на измерени дължини. Обърнете внимание, че краищата трябва да са строго перпендикулярни. Отрязаните образци трябва да са без зауствания. Фугите се почистват с финозърнеста шкурка.










Върху почистения край на тръбата трябва да се нанесе флюс, след което краят трябва да се вкара в радиатора или фитинга докрай. След това върху съединението се нанася спойка, за да се запоят медните отоплителни тръби. Свързващите се части в съединението се нагряват с газова горелка. Уверете се, че пламъкът не докосва спойката. Но в същото време тя трябва да се разтопи, за да запълни празнините между фитинга и тръбата.
Видове медни продукти
Съществуват няколко класификации на медните тръби. Нека разгледаме някои от тях. В зависимост от метода на производство се прави разграничение между продуктите:
- Неизгорял. Произведени от чист метал чрез коване или валцуване. Те се характеризират с висока якост на скъсване от около 450 MPa. Същевременно се намалява пластичността на метала, което налага определени ограничения при използването на детайлите.
- Отгряване. Те се отличават със специална техника на обработка. Тръбите се нагряват до 700 С и след това постепенно се охлаждат. В резултат на това продуктите губят част от своята здравина, но стават по-еластични. Такива тръби са напълно разтегливи, като точно преди да се счупят, дължината на елемента може да се увеличи един път и половина. Отгорените продукти са по-меки, което улеснява монтажа им.
Кръглите и правоъгълните елементи се разграничават според формата на напречното им сечение. Последните са по-скъпи поради сложността на производството им. Те се използват за производство на проводници в статорните намотки на електрооборудване с течно охлаждане. Външният диаметър на неизолираните медни продукти варира от 12 mm до 267 mm. Всеки размер може да има различна дебелина на стената, която варира от 0,6 до 3 mm. За подаване на газ се използват продукти с минимална дебелина 1 mm. Във водопроводната техника най-често се използват размери 22, 18, 15, 12 на 1 mm, 52 на 2 mm и 42, 35, 28 на 1,5 mm.
Откалените медни тръби губят част от здравината си, но стават по-пластични и меки, което улеснява процеса на монтаж.
GOST 52318-2005 регламентира производството на медни части в три вида, които се различават по степен на твърдост, производителност и механични свойства:
- Мека. Обозначен с M или W, остарял с r или F22. Те издържат на разпределение, без да се напукват или разкъсват, като същевременно увеличават външния диаметър с 25%. Може да се огъва и да се свързва на студено. Продуктите се използват в отоплителни и водоснабдителни системи с радиално разпределение на захранването към отоплителни и санитарни уреди, както и за термопомпи, подово и панелно отопление.
- Полутвърд. Маркировка P или HH, остаряла z. В процеса на работа частите издържат 15% увеличение на диаметъра на тръбите. По-малката еластичност в сравнение с меките продукти изисква използването на топлина за неплътна връзка. За огъването ще е необходим огъвач на тръби.
- Твърда. Обозначение T или H, остаряло z6 или F30. По време на монтажа тръбата се подава само по време на процеса на нагряване. За огъване на частта се използва огъвачка за тръби. Твърди и полутвърди елементи се използват за подреждане на стъблата без чести промени на посоката и завои. Освен това тези продукти се използват за тръбопроводи, които изискват повишена механична якост.
Някои производители произвеждат специални тръби с допълнителни опции, които са търсени за отоплителни и водоснабдителни системи:
- С полиетиленова тънкостенна изолация с дебелина 2-2,5 mm. Материалът е устойчив на химически и механични въздействия и се прилага за тръби с диаметър от 12 до 54 mm. Облицовката намалява топлинните загуби, които се получават в отоплителните системи, и предотвратява кондензацията на вода по тръбите за студена вода.
- Със защитна изолация с дебелина от 2,5 до 3 mm. Вътрешната страна на полиетиленовата обвивка е снабдена с фини надлъжни ребра, които образуват въздушни канали. По този начин се подобряват топлоизолационните свойства и се постига топлинно разширение на вградената тръба при температурни колебания.
- С топлоизолационна обвивка от пенопластови материали: синтетичен каучук, пенополиетилен, мека полиуретанова пяна и др. Широчината на изолационния слой може да бъде повече от 30 mm. Якето се използва за намаляване на високите топлинни загуби в системите за топла вода и отопление.
Ако е необходимо, могат да се закупят специални части за покриване и изолиране на инсталираните тръбопроводи.
Фитингите се използват за свързване на медните части. Обхватът им е много широк. Те се различават по форма и са предназначени за различни видове връзки.
Възможности за свързване на медни тръби
При изграждането на отоплителна инсталация се използват различни методи за монтаж. Например медните тръби могат да се свързват със или без разглобяеми съединения. В първия случай се използват фланци, резбови фитинги и фитинги, които се фиксират автоматично. В случай на система за постоянно нагряване се използват пресоване, запояване и заваряване.
Заваръчни съединения
Нека преминем през процеса на заваряване на медни тръби. Този метод на свързване се прилага за тръби с диаметър 108 mm или повече. Дебелината на стената на нагревателния материал трябва да бъде най-малко 1,5 mm. В този случай заваряването трябва да се извършва само челно, а подходящата температура трябва да бъде 1084 градуса. Струва си да се добави, че този тип отоплителна инсталация не се препоръчва.
Съществуват няколко вида заваръчни работи, които строителите използват днес:
- Газово заваряване с горелки от ацетилено-кислороден тип.
- Заваряване с топящи се електроди, извършвано в инертен газ - аргон или хелий.
- Заваряване, при което се използват електроди, които не могат да се консумират.
В повечето случаи за съединяване на медни елементи се използва електродъгово заваряване. Ако тръбите, които ще се използват за сглобяване на тръбите, са изработени от чиста мед, трябва да се използват нетопими волфрамови електроди в аргон, азот или хелий. При заваряване на медни елементи процесът трябва да се извършва бързо. Това ще предотврати образуването на различни окисления върху металната основа на тръбата.
Заваряване на медни тръби
За да се повиши здравината на съединението, се препоръчва допълнително спояване на съединенията след завършване на заваряването.
Присъединяване чрез навиване
Случва се използването на заваръчни горелки да доведе до някои неудобства по време на монтажа на отоплителни системи. В този случай се препоръчва да се използва компенсатор на медните тръби. Този начин на монтаж е разглобяем, което е добър вариант, когато отоплителната система трябва да се сглоби.
При този тип операции е необходимо да разполагате с инструмент за раздуване на факела. По-долу ще се опитаме да опишем подробно как се свързват отоплителните тръби чрез флериране:
- Първо, върхът на тръбата се отстранява, за да се отстранят всички заусени и набраздени места от повърхността на тръбата, причинени от рязането на материала;
- към тръбата се закрепва муфа;
- след това тръбата се поставя в притискащото устройство, което се използва за допълнително сплескване на тръбата;
- след това затегнете винта на инструмента, докато ъгълът на края на тръбата стане 45 градуса;
- когато зоната на тръбата е готова за свързване, съединителят трябва да се доближи до нея и гайките да се затегнат.
По-ясна представа за процеса можете да видите във видеото по-долу.










Метод на свързване на пресата
В допълнение към всички горепосочени методи за монтаж на отоплителни тръби съществува и методът на пресоване. За свързване на медните елементи в този случай предварително подготвеният край на тръбата трябва да се вкара в муфата, доколкото е възможно. След това е необходима хидравлична или ръчна преса за стягане на тръбите.
Ако ще се използват дебелостенни тръби, ще са необходими пресови фитинги със специални пресоващи втулки. Тези елементи позволяват отоплителните тръби и фитинги да бъдат пресовани отвътре, докато външните уплътнения осигуряват перфектно уплътнение.
Резбови връзки
За съжаление на пазара не могат да се намерят медни тръби с резба и затова за свързване на частите на отоплителната система се използват фитинги, които са снабдени с гайка.
За свързване на медни тръби с тръби от други материали се използват бронзови или месингови фитинги с резба. Използването им елиминира възможността за галванична корозия. В случай на тръби с различен диаметър се използват специални разширители.
Като се имат предвид видовете уплътнения, които понастоящем се използват за медни отоплителни системи, съществуват два вида резбови връзки:
- Конусни уплътнения ("американски стил"). Тези елементи се препоръчват за отоплителни инсталации в условия на висока температура.
- Плосък тип връзки. Тези материали включват в конструкцията си уплътнения, изработени от различни цветни полимерни материали. Уплътненията са с цветни кодове, които показват температурите, при които елементите могат да се използват.
Схема на свързване на медни тръби
Самостоятелно сглобяване
Напълно възможно е да сглобите тръбопровод от медни тръби със собствените си ръце. Използват се газова горелка и спойка. Има два вида спойка: твърда и мека. Твърдият припой се използва за високотемпературно спояване във водни, газови и отоплителни системи. Мека - за запояване при по-ниски температури в домашни условия.

- четкане и шлифоване на вътрешната страна на фугата;
- нанасяне на флюсова паста отвътре и отвън;
- подгряване на съда с газова горелка.
Разгледайте тези съвети. След рязане на тръбите не зачиствайте ръбовете им с шкурка. Единият край на тръбата трябва да се разшири с разширител за тръби, така че да се впишат един в друг.
Когато нанасяте пастата, гледайте да не нанасяте прекалено много паста и тя да не попада в отвора на тръбата по време на запояването.
Важно е да не прегрявате ставата, 15-20 секунди са достатъчни, за да се получи ефект. Спрете нагряването, когато флюсът придобие сребрист цвят.
Преди да стартирате готовата система, е препоръчително да я промиете с голяма струя вода, за да отстраните всички частици от процеса на инсталиране.
Работата с открит огън изисква предпазни мерки. По време на тази работа си струва да се погрижите за живота и здравето си.
Благодарение на отличните си свойства медните тръби са се доказали като надежден вариант за отоплителни системи, както и за снабдяване с топла и студена вода.
Класификация според материала
Изборът на материал зависи от експлоатационното натоварване - налягане, дебит (понякога и плътност) и степен на водоустойчивост. Фитингът е допълнително препятствие за потока, причинено от различни съседни елементи - уплътнения и конструктивни особености на самия продукт - при наличието на възвишения, долини, радиуси на криви, преходни зони и др.
Материалите, които се препоръчват за производството на въпросните части, също се избират с оглед на тяхната технологичност:
- Чугун. Най-често се използва сфероиден графитен чугун (клас BCh100), който има достатъчна якост и задоволителна пластичност. Много често адаптерите се изработват от сферографитен чугун от клас SCh30 или SCh35, както и от високоякостен чугун от клас КЧ35-10 или КЧ 37-12. В някои случаи готовите продукти се подлагат на поцинковане, за да се подобри търговският им вид.
- Стомана. Основно се използва неръждаема стомана от клас 08Cr18H10, както и нейните чуждестранни аналози. Други класове се използват в системи за изпомпване на корозивни среди при повишени температури, които са замърсени с абразивни частици. Използваните тук стомани са 45Cr. 40CRNI. Тук се използват 40XHNM и подобни стомани.
- Месинг. Когато се използва технология за пластична деформация, се ориентират следните деформируеми месингови марки: обикновена от L70, многокомпонентна - LA-77-2, LH 65-5. От леярски месинг - LC40S, LC25S2 и др.
- Деформируем алуминий на метална основа и класове PE-X или PE-RT.
- Полиетилен с ниско налягане (HDPE). За ниски работни натоварвания се използват полимери, произведени в съответствие с техническите изисквания на GOST 16338-85.

Фитинги за HDPE тръби: видове фитинги и възможности за свързване на тръбопроводи В строителството все по-често се използват тръбопроводи от HDPE. Ето защо търсенето на монтажни елементи също се увеличава. Фитингите осигуряват лесен, бърз и ...










Разнообразие от медни продукти
В момента има няколко разновидности на медни тръби. Основните от тях са описани по-долу.
В зависимост от приложението
Следните тръби се използват според предназначението им:
- за мебели - от хром - 25 мм;
- за търговско оборудване - овален - 25 мм;
- за мебели - 50 mm (бар);
- за кухненския бокс - 50 мм и 26 мм (релса и шина).
Хромираната мебелна тръба се използва в производството на мебели. Използва се в основната конструкция на мебелите - като метален прът. За разлика от кръглата форма, тя има правоъгълно сечение. Най-често използваните профили са 40*100, 40*80, 50*50.
Монтира се само върху равна повърхност, използва се при ремонти и в заводите за производство на автомобили - при създаване на здрава рамка.
Според метода на производство.
В зависимост от метода на производство се използват медни тръби, като например:
Неизпечени медни тръби. Той е изработен от чист метал чрез щамповане.
Той има висока якост на опън. В този случай металът става по-малко еластичен и в резултат на това съществуват някои ограничения за използването на такива тръби.
Откалените медни тръби са податливи на податливост, което улеснява процеса на монтаж.
Отгорещена медна тръба. Той се подлага на специална обработка. Загрява се до 700 градуса по Целзий и след това се охлажда. Тогава тръбните елементи стават по-малко здрави, но по-гъвкави.
Освен това те се разтягат добре - дължината им се увеличава 1,5 пъти, преди да се скъсат.
Отгорените тръбопроводни продукти са по-меки, поради което монтажът е по-бърз и лесен.
Площи на напречното сечение
В зависимост от формата на напречното сечение различаваме:
- кръгли водопроводни тръби;
- Тръбни елементи с правоъгълна форма. Те се използват за създаване на проводници в статорната намотка на електрическо оборудване, което се охлажда с течност.
Медните тръби могат да бъдат оразмерени според външния им диаметър, който е между 12 и 267 mm. В този случай всеки размер тръба има определена дебелина на стената от 0,6-3 мм.
За газови тръбопроводи в къщи се използват тръби с дебелина най-малко 1 mm.
При инсталирането на водопроводни инсталации в много случаи се използват медни водопроводни тръби с размери като: 12, 15, 18, 22 по 1 мм, 28, 35, 42 по 1,5 мм и 52 по 2 мм.
В зависимост от твърдостта
По отношение на твърдостта медните тръби се използват, както следва:
Мека. Обозначението е M или W. Те издържат на разпределение, без да се напукат или спукат, когато външният диаметър се разшири с 25%.
Такива продукти за тръбопроводи се използват при изграждането на отоплителна система или при полагането на тръбопроводи за водоснабдяване на потребителите. В този случай тръбопроводите се разпределят в радиална посока към водопроводните и отоплителните тела.
Меките тръбопроводни елементи се използват предимно при изграждането и обновяването на водопроводи. Тяхното свързване се счита за най-лесно - съединяването може да се извърши без използването на допълнително оборудване.








Медните тръби могат да издържат на висока температура на течностите, които се транспортират през тях.
Полутвърд. Те са обозначени като P или HH. Тези тръбопроводни продукти могат да издържат на 15% увеличение на диаметъра.
Монтират се с помощта на топлина за свързване на тръбите без използване на фитинги. За огъване или разгъване на полутвърди продукти се използва огъвачка за медни тръби.
Твърдо. Те се означават с буквите Т или Н. Когато са монтирани, разпределението се извършва само по време на отоплението. За огъване на тръбата се използва огъвачка за тръби.
Външните 2 вида медни продукти се използват при изграждането на различни тръбопроводи.
Такива части се използват и при изграждането на тръбопроводи, които трябва да имат повишена механична якост.
Уплътняването на такива тръби се счита за важен процес. В края на краищата, разединяването им може да стане по всяко време - например, когато уплътнителят се износи. Ако възникне такава ситуация, фугите ще трябва да бъдат изцяло преработени.
Видове обвивки
Производителите използват различни видове обвивки за медни тръби:
- FUM лента. Тази лента се използва при всички видове резбови съединения;
- втвърдяващ се уплътнител за водопроводни тръби. Този материал се използва в различни отрасли на промишлеността, както и в домакинствата;
- домашен уплътнител за водопроводни тръби. Тръбите, които са били монтирани в къщи от 40-те години на миналия век, не пропускат.
Този метод може да се използва и ако трябва да се направи отоплителна тръба от медни тръби.
Ако няма оловно-антимонова боя, трябва да се използва обикновена PF боя.
Уплътняването е задължително при работа с проводящи флуидни системи