- Работни стъпки
- Видове съединения на PE тръби
- Характеристики
- Проверка на качеството на заваръчния шев
- Параметри и последователност на заваряване
- Повече информация по тази тема ще намерите на нашия уебсайт:
- Инструкции за заваряване
- Основни правила
- Електрофузия
- Челно заваряване
- Техниката за сливане на гнезда
- Дифузионно спояване на PE тръби
- Как да огънете или изправите продукта
- Преглед на методите за огъване
- Ефективни методи за огъване на детайла
- Челно заваряване
- Силни страни на приложението за електрически контакти
Работни стъпки
Заваряването на полиетиленови линии със собствените ви ръце е възможно чрез метода на електрофузия.
Инструкциите могат да бъдат представени по следния начин:
- подготовка;
- фиксиране с центробежния фитинг и монтиране на гнездото;
- свързване на заваръчния апарат към гнездото;
- заваряване;
- изваждане на машината отдолу на ставата.

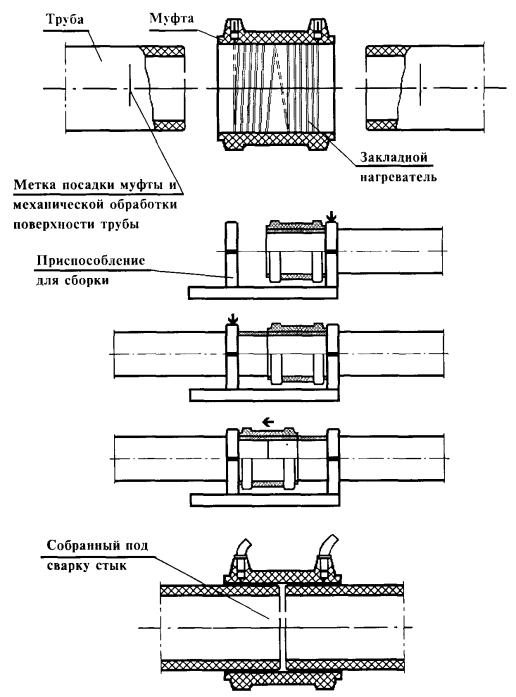
Въпреки че заваряването се извършва в домашни условия, краищата все пак трябва да се отрежат със специален инструмент - резачка за тръби. Това ще позволи по-добро подравняване на ставата. По-лесно е да отстраните оксидната плака от фугата с ръчна стъргалка или с помощта на пръчка. Слоят, който трябва да се отстрани, трябва да е на около 200 mm от ръба на тръбите. Стружките трябва да се отстранят със същата стъргалка. Свързваните части трябва да се обезмаслят със спирт. На този етап могат да се използват специални кърпички. За най-точно поставяне в центъра на тръбата тръбната линия може да се маркира в съответствие с размерите на съединителя. В съответствие с тези размери тръбите и съединителят ще се закрепят по-лесно.

Сглобената конструкция трябва да бъде обезопасена по безопасен начин. Свържете клемите на заваръчния апарат към гнездата на контакта. Машината се включва и баркодът върху повърхността на гнездото се разпознава. Повечето заваръчни машини са напълно автоматични. Периодът на отопление и охлаждане на контакта се задава точно в момента на разпознаване на кода. Процедурата по заваряване ще започне, когато кодът бъде прочетен, и ще завърши със звуков сигнал. Оставете тръбата да се охлади за седем минути. Едва след това скобите могат да се освободят от центрофугата и оборудването да се извади от под точката за запояване.

Видове съединения на PE тръби

Полиетиленовите тръби могат да се съединяват в една тръба по различни начини. Всеки от тях е подходящ за специфични условия.
- Например съединяването на тръби от HDPE с помощта на фитинги и съединители (заваряване на муфи) се използва главно за вътрешната част на водопроводната система на къщата.
- Тръбите могат да се монтират ръчно чрез челно заваряване. Този метод се използва за надлъжна част от външна инсталация. Тръбите могат да бъдат положени на земята или в изкоп, след което да бъдат покрити с почва.
- Електрофузионно заваряване. Този метод на свързване на HDPE тръби се извършва с помощта на специални пластмасови съединители с вградени в тях спирални елементи, които се нагряват чрез подаване на ток.
Нека разгледаме по-подробно всеки метод.
Характеристики
Основната трудност е, че експлоатационните и технологичните качества на полиетиленовите тръби са до голяма степен сходни с тези на полипропиленовите тръби. Освен това те не са подложени на корозия. Вътрешната повърхност на тръбите не е покрита с отлагания. Тръбите са с висока химическа устойчивост. Материалът е екологичен и има дълъг експлоатационен живот.

Специалистите отбелязват разликата като ниско термично съпротивление. Поради това тръбите от HDPE се използват само за студено водоснабдяване и вентилационни системи. Понякога те се използват за монтаж на газопроводи. Използването на полиетиленови тръби е възможно в среда с температура над 40-50 градуса. Изключение прави омреженият полиетилен, който може да се използва при температури до +95 градуса. Полиетиленовите тръби имат отлична мразоустойчивост, което позволява използването им при температури до -70 градуса.

HDPE се предлага с диаметър от 20 до 1200 mm. Благодарение на разнообразието от варианти те намират широко приложение в различни области. В допълнение към водопроводната мрежа се закупуват и тръби с голям диаметър за вътрешна и външна канализация.







Техническите характеристики на HDPE тръбите се определят от свойствата на основата - полиетилен с ниско налягане. Той е лек, което улеснява монтажа, и е устойчив на налягане от десетки атмосфери. Сред отрицателните качества на материала е ограничената възможност за използване при температури под нулата (HDPE глазури), а при по-високи температури (над 40 градуса) HDPE губи своята твърдост. При нагряване до 70 градуса полиетиленовата основа увеличава размера си, но не много.
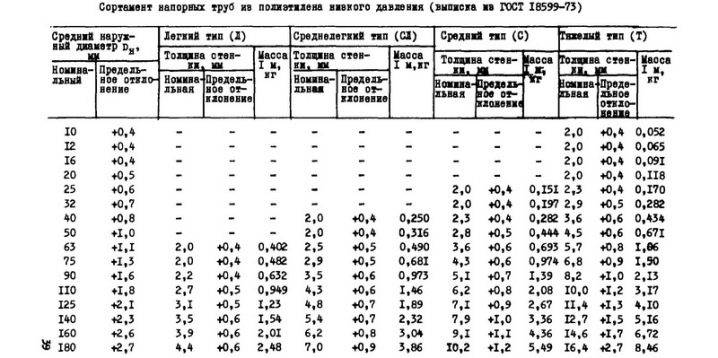
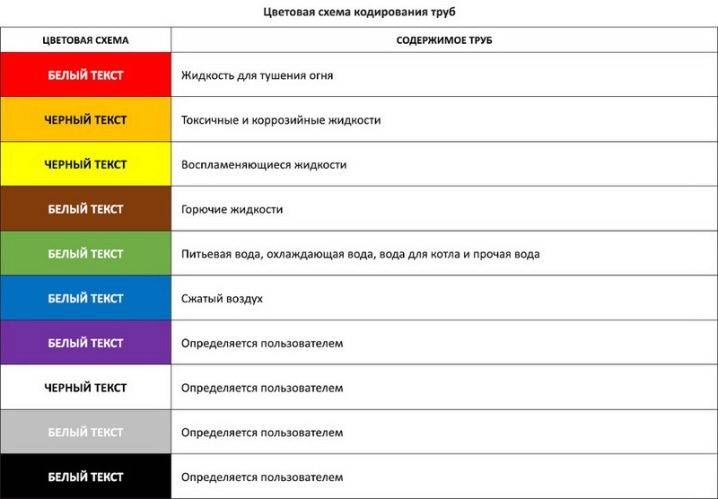
Гамата HDPE се регулира от ГОСТ, публикуван през 2001 г. Всички маркировки, нанесени върху една от повърхностите на тръбите, са в съответствие със стандартите. Маркировката улеснява избора на правилните опции. Първите букви включват името на доставчика, след това класа PE, стойността, напр. 1000 mm. Таблицата включва също дебелината на линията, възможното работно и максимално налягане, датата на производство и партидния номер.
В технологичната карта са включени и цветните ивици. Ако гнездото е оцветено в жълто, тръбите могат да се използват за газови тръби, а ако ивицата е синя, тръбите могат да се използват само за водопроводни тръби. Изготвя се схема на тръбната връзка, като се вземат предвид стандартните дължини, предлагани на пазара - от 5 до 25 метра. Магистралните водопроводи обикновено се правят по поръчка и са с дължина до 0,5 км, така че съдържат минимален брой връзки.
Проверка на качеството на заваръчния шев
Когато монтирате заварените съединения по някой от описаните по-горе методи, е много важно да оцените правилно качеството на заварката. Това ще определи дали участъкът от тръбата може да се използва, или ще се наложи да се преправи целият.

Детайл с две правилни заварки
Наистина няма много критерии за оценка и е доста лесно да ги запомните:
- Най-важният признак за качество е наличието на равномерно полиетиленово руло по периферията на тръбата. Ако ролката е извита или вместо ролка има вдлъбнатина, връзката не може да се използва;
- Следващият важен фактор е подравняването. Допуска се малко изместване на съединяващите се части, но то не трябва да надвишава 10% от дебелината на стената на тръбата;

Снимка на дефектната зона, ако подравняването не е правилно
- Височината на ролката от разтопен полиетилен също е ограничена. За тръби със стени от 5 до 10 mm тази стойност е 2,5 - 3 mm, а за тръби със стени до 20 mm тази стойност е 5 mm и по-малко.
Разбира се, ако монтирате тръба с ниско налягане или без налягане, малкият толеранс може да бъде пренебрегнат, но все пак не си заслужава. Много по-лесно е да се направи ново заварено съединение, отколкото да се поправя съществуваща тръба по-късно.







Параметри на заваряване и последователност на операциите
Параметрите за челно заваряване включват:
- Степента на натиск върху краищата.
- Температурата, при която материалът се топи. Зависи от класа.
- Силата, с която краищата се притискат към нагревателния елемент.
- Продължителността на процеса.

Последователност на операциите:
- Първата стъпка при заваряването на полиетиленови тръби е да се почистят краищата на тръбите, които ще се съединяват.
- Закрепване на тръбите в центрофугата на устройството, в което ще се извършва заваряването на РЕ. Завършване на краищата на тръбите с резец за тръби, за да се осигури перпендикулярност на оста. Готовите детайли се проверяват, за да се гарантира, че няма пропуски.
- Загрейте краищата на тръбите с помощта на заваръчно огледало до температура на топене от около 220 °C.
- Притиснете краищата на тръбите един към друг толкова силно, колкото е необходимо.
- Изваждане на готовата тръба от машината.
За да разберете как работи заваряването на пластмасови тръби, видеоклипът на нашия уебсайт ще ви даде повече подробности. По този начин можете да свършите работата сами, ако разполагате с подходящото оборудване.
Повече информация по тази тема ще намерите на нашия уебсайт:
- Заваряване на полипропиленови тръби - видеопроцес Благодарение на ниската си цена и лесното свързване пластмасовите тръби заемат водещо място при инсталирането на отоплителни и водопроводни системи. В сравнение с металните конструкции, полипропиленовите тръби са...
- Видове електроди за заваряване - заваръчни електроди във видеото Заваръчният електрод е метален прът с различна дължина, който се използва в процеса на заваряване на части, изработени от най-различни материали. Основната им цел е да подават електрически ток към...
- Заваряване за начинаещи - видеоуроци Думата "заваряване" обикновено се разбира като технологичен процес, при който в резултат на нагряване между частите се образуват междумолекулни и междуатомни връзки. По този начин се съединяват директни материали. По принцип...
- Видеоуроци по заваряване - гледайте уроци по инверторно заваряване за начинаещи Начинаещите трябва да гледат видеоуроци по заваряване, за да избегнат често срещани грешки и да направят работата си качествена и безопасна. Винаги си струва да помните, че...
Споделете този материал с приятелите си в социалните мрежи (кликнете върху иконите):
Инструкции за заваряване
Ако сте избрали полиетиленови тръби, сте постъпили разумно, но сега все още трябва да ги инсталирате правилно. Нека се научим как да
Основи
Независимо дали сте избрали електрозаваряване или челно заваряване за полиетиленови тръби, трябва да се придържате към тези важни принципи:
- Елементите, които трябва да бъдат съединени, трябва да са съвместими (както по състав, така и по физически параметри).
- Челно заваряване на полиетиленови тръби може да се извърши само ако частите са с еднакъв диаметър и дебелина на стената.
- Ръбовете трябва да бъдат добре почистени и обезмаслени.
- Краищата на конструкциите, които не участват в процеса на съединяване, трябва да бъдат покрити със стопиращи тапи, за да се избегне излагането на студен въздух, който има отрицателно въздействие върху процеса.
- По време на работа излагането на външната среда трябва да бъде сведено до минимум, както следва
- в горещо време избягвайте да излагате зоната на свързване на слънчева светлина;
- при ветровито време създават преграда за въздушните пориви;
- Препоръчително е да отоплявате работната зона при студено време.
- По време на заваряването и охлаждането избягвайте механично въздействие върху системата.
Сега нека разгледаме подробно каква е технологията на челно заваряване на полиетиленови тръби и използването на метода на електрофузия.
 Снимка на процеса на електрофузия: свързани нагреватели
Снимка на процеса на електрофузия: свързани нагреватели
Електрофузионна връзка
Този вид заваряване, наричано още заваряване с термично съпротивление, се използва за закрепване на елементи с различни дебелини и диаметри на стените, както и за монтаж на тръби без налягане - дренажни инсталации, гравитачно отводняване и др.
За връзките с тази технология ще са необходими специални фитинги - електрически заварени фитинги. Сега си спомнете реда на работа.
- Изготвяне на проект на системата.
- Изчислете необходимия брой тръби и други части.
- Направете покупка.
- Нарежете конструкцията на парчета с планираната дължина. Уверете се, че срезът е прав и не позволява на разтопения материал да навлезе в системата.
- Подгответе и почистете частите, включително съединителите. Добре е да обезмаслите повърхността на компонентите със спирт върху парче парцал.
- Ако повърхността на елементите е окислена, отстранете излишното количество с помощта на стъргалка.
- Закрепете елементите в позиционера, като не забравяте подравняването.
- Обвийте връзката със самозалепваща се лента, за да предотвратите проникването на прах.
- Покрийте отворените краища на конструкциите със запушалки.
- Подайте напрежение към клемите на съединителя.
- Изчакайте, докато елементите се нагреят и свържат.
Топлинно заваряване на полиетиленови тръби може да се извършва само когато съединяваните елементи са неподвижни. Същото положение трябва да се запази до изстиване на заваръчния шев.
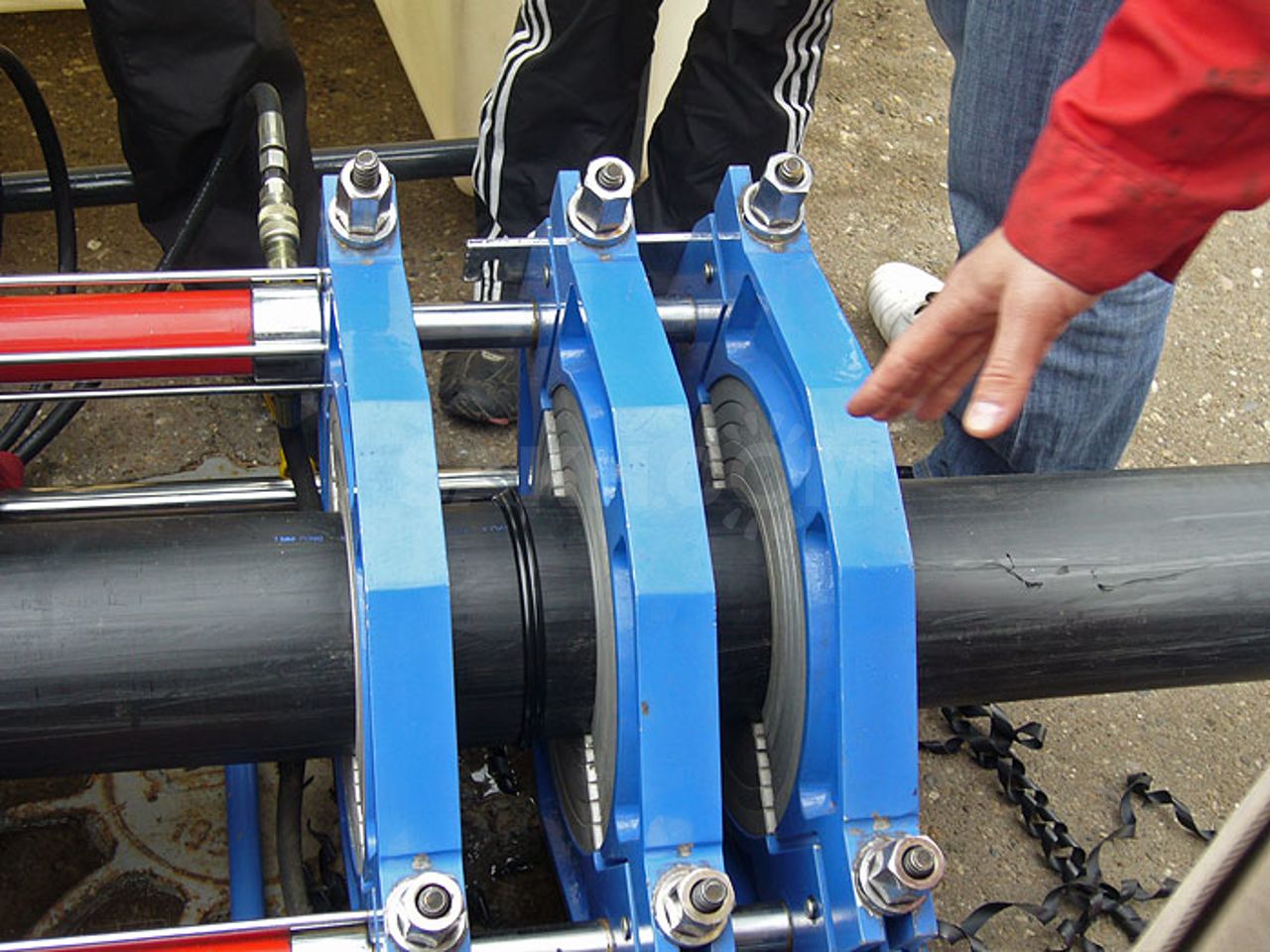
 Настройката за челно заваряване изглежда по следния начин
Настройката за челно заваряване изглежда по следния начин
Челно заваряване
Технологията и параметрите на челното заваряване на полиетиленови тръби са по-интересни, тъй като елементите се съединяват на молекулярно ниво, за да се получи по-здраво съединение. Този метод се използва за елементи с диаметър от 50 mm и дебелина на стената от 5 mm.
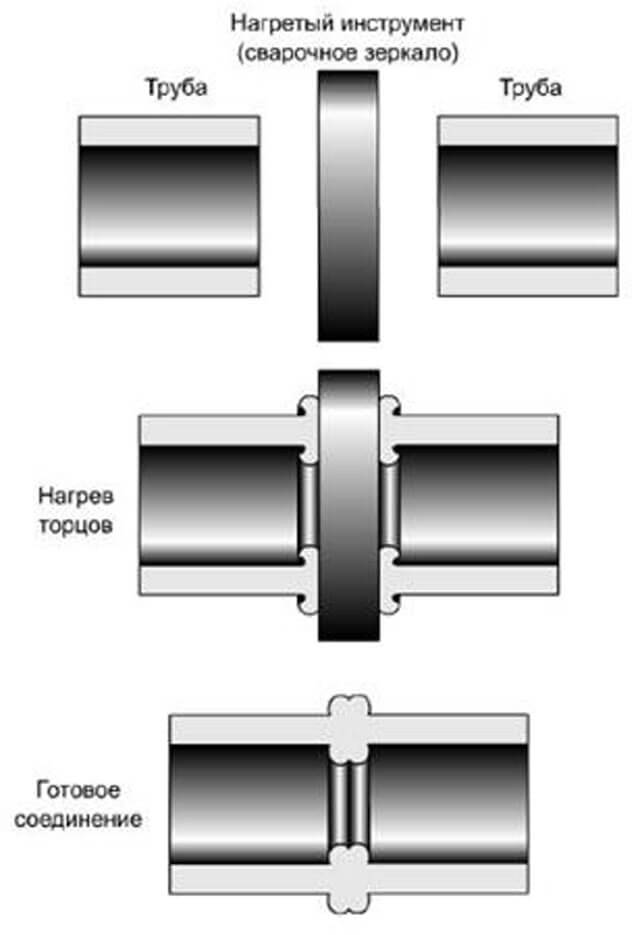
При този метод ръбовете на продуктите се нагряват със специален нагревател, след което се разтопяват и съединяват, за да се получи безшевно съединение от една част.
Работната процедура за този вид заваряване до точка № 7 е идентична с тази в предишната версия (с изключение на това, че за работата не са необходими гнезда).
Таблица за определяне на времето за нагряване и охлаждане на заваряваните части
А след това е различно и изглежда по следния начин
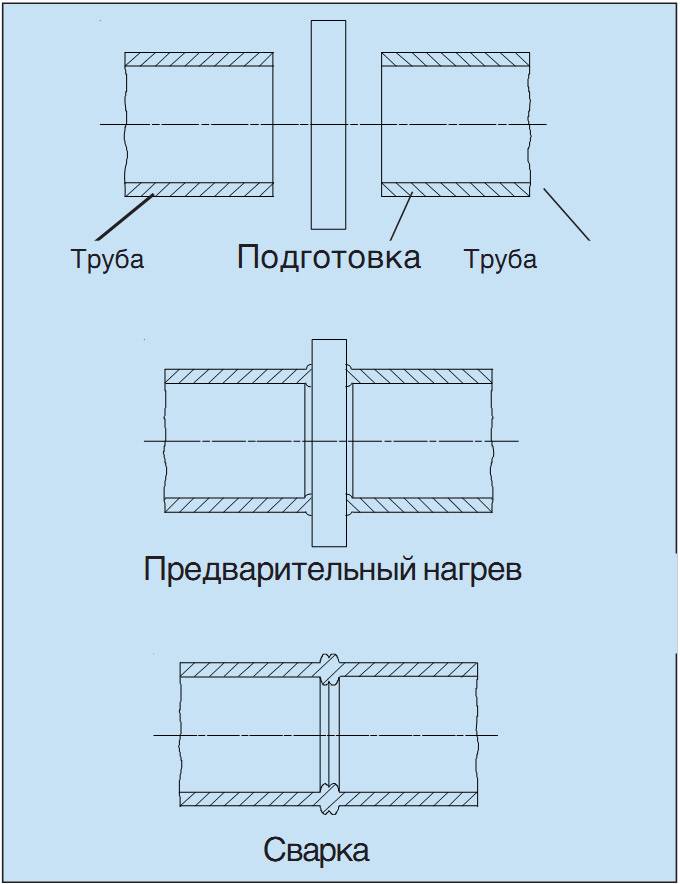
- поставете краищата на елементите в машината, така че нагревателната плоча да е между тях;
- Притиснете краищата към нагревателната плоча и не променяйте натиска, докато процесът на топене не приключи;
- нагрявайте елементите в съответствие със стандартите (таблицата по-долу за заваряване на полиетиленови тръби ще ви помогне за това);
- Отстранете плочата и съединете краищата, като прилагате равномерен натиск;
- Оставете полиетилена да се охлади, докато челният съединител се задържи на място.
Техника за поставяне на гнезда
Запояването на HDPE тръби може да се извърши по няколко начина. В тези процеси няма нищо особено сложно, но заварчикът трябва да реши кой метод е най-подходящ за него.





Съществува процес на сливане на гнездата. Понякога се нарича "съединяване с гнездо". Същността на тази техника се състои в свързването на елементите с помощта на специални устройства - фитинги. Освен това ще ви е необходимо и оборудване за работа, а именно заваръчен апарат. Можете да изберете ръчен модел за продукти с малки размери (до 50 mm) или механичен модел за полиетиленови тръби с голям диаметър (от 40 mm и повече).
Не забравяйте също така да подготвите адаптери или заваръчни дюзи за работа и различни инструменти за рязане на продукта.
При това заваряване външната страна на тръбата трябва да се съедини с вътрешната страна на фитинга. И двете повърхности се нагряват със заваръчната дюза: втулката нагрява тръбата, а дорникът - фитинга.
Машината за заваряване на PE тръби е доста скъпа
Процесът на сливане на гнезда е следният:
- Заваръчната машина се загрява до необходимата температура;
- Приспособлението се издърпва колкото е възможно по-нагоре върху дорника и същевременно краят на тръбата се нахлузва върху втулката, доколкото може да се издърпа (всичко това трябва да се направи много бързо);
- Разликата в размерите на частите води до припокриване, което се разтопява при нагряване и след това се получава малка ролка, наречена велт;
- Шарката намалява диаметъра на тръбите и по този начин позволява те да се плъзгат в заваръчната дюза и да се подравнят с дорника;
- Всички парчета трябва да се придвижат до нагряващата дюза, доколкото могат да отидат, и след като това се постигне, цялото налягане трябва да се спре;
- След това всички части се задържат в това положение за необходимото време;
- Когато времето изтече, фитингът се отстранява, тръбата се изважда от дюзата и парчетата се събират възможно най-много;
- След като запоеното парче изстине, трябва да се завари второ парче в другия край на фитинга.
Дифузионно спояване на PE тръби
Днес полиетиленът все още няма същия престиж като метала или метала/пластмасата, но в действителност неговата здравина и експлоатационни характеристики са също толкова добри. Съвременните технологии на етапа на производство правят PE тръбите висококачествени и надеждни. Най-интересният метод за заваряване е дифузионното заваряване, което не изисква специално оборудване. Дори начинаещите ще могат да извършват заваръчни работи с този метод.

Полиетиленът за високо и ниско налягане (LDPE и HDPE) е една от най-популярните полимерни термопластични пластмаси, която е много търсена при организирането на различни системи за водоснабдяване, отводняване и др. Отличителна черта на полимерния материал е, че при нагряване той омеква, тъй като губи взаимовръзката на веригата от молекули помежду си. Когато се втвърди, тя възвръща предишната си здравина, сякаш трансформацията изобщо не се е състояла. Именно тази характеристика прави полиетилена идеален материал за заваряване. Когато двата продукта омекнат, те могат да бъдат съединени, което ще доведе до възможно най-здравата връзка след втвърдяване. Между двете части ще се получи много здрав заваръчен шев.

PE тръбите се заваряват при сравнително ниска температура от 270 градуса по Целзий, което прави задачата на избора на оборудване и последващата му употреба. Времето за работа е изключително кратко (няколко секунди на стъпка) и може да се регулира само чрез промяна на дебелината на тръбите.
Как да огънете или изправите продукта
Полиетиленовите тръби се предлагат за продажба на прави 12-метрови участъци или като еднокомпонентни продукти, навити на големи намотки. Когато са навити, те придобиват пръстеновидна форма и се деформират. Преди изправяне или огъване на деформирана HDPE тръба тя трябва да се нагрее.

При сглобяването на тръбопровод често се налага да се изправя усукана или, обратно, да се огъва деформирана PE тръба.
Полиетиленът под ниско налягане е известен с добрата си еластичност. Но той губи това свойство при нагряване над +80°C. Тази точка и използвайте, когато трябва да промените конфигурацията на продукта.
Но не бива да забравяте, че при изправяне или огъване температурата може да се повиши само за кратък период от време. В края на краищата полиетиленовата тръба принадлежи към категорията строителни материали, които могат да бъдат повредени при нарушаване на температурния режим.
Преглед на начините за изправяне на тръба
Най-лесният начин за изправяне на тръбата чрез отстраняване на прегъванията, възникнали по време на съхранението и транспортирането, е лекото нагряване на продукта. Ако тръбата се сменя или ремонтира през лятото, когато слънчевите лъчи са най-силни, можете да ги използвате за изпълнение на задачата.








За да изправите тръба от HDPE, трябва само да я оставите на пряка слънчева светлина за няколко часа, като фиксирате здраво краищата.
Ултравиолетовите лъчи не влошават експлоатационните характеристики на полиетилена, но за известно време омекотяват стените на продукта. Всичко, което трябва да направите, е да закрепите омекотената тръба за твърда опора или стена или да я поставите в предварително изготвен изкоп. Преди да изправите огъната HDPE тръба на земята, трябва да разчистите района.
Ако работата трябва да се извърши през зимата, използвайте гореща вода за нагряване на продукта. Но този метод е ефективен за тръби с размер не по-голям от 50 mm. Металните парапети и тухлената зидария могат да се използват като помощни средства за изправяне. Във всеки случай: колкото по-късо е парчето, толкова по-лесно ще се работи с него.
Ефективни методи за огъване на детайла
Ако възникне обратната ситуация, когато е необходимо да се огъне HDPE тръба, се използва същата термична обработка. За отопление се използват следните методи
- Издухване на горещ въздух със строителен сушилник;
- Загряване на стените на продукта с газова горелка;
- Повърхността се нагрява с вряла вода.
За да се опрости процедурата на огъване, е добре да се изработи рамка за формоване. Рамката, чийто размер съответства на диаметъра на огъваната тръба, може да бъде изработена от обикновени плоскости от дървесни влакна. Шлайфайте рамката с парче шкурка, за да получите гладка повърхност.
За да огънете тръба от HDPE със сешоар, процедирайте по следния начин:
- Загрейте третираната област със сешоар за коса.
- Омекотеният детайл се огъва в рамката за формоване.
- Внимателно огънете тръбата, без да използвате прекомерна сила, за да не разкъсате продукта при огъването.
След като е създаден желаният ъгъл на огъване, оставете тръбата да изстине напълно и след това я извадете от рамката.

За да се осигури равномерно нагряване на повърхността на полиетиленовото изделие, тръбата трябва постоянно да се върти около оста си, като излага на въздействието на лъчите различни участъци.
Важно: При нагряването на тръбата е необходимо да се поддържа "златната среда". Ако повърхността не е достатъчно нагрята при огъване, тръбата може да се счупи. Ако по време на нагряването нагревателният елемент се доближи прекалено близо до обработвания детайл, смолата може да се възпламени.
Челно заваряване

Тръбите от HDPE могат да бъдат заварени и със собствените ви ръце. Челното заваряване се извършва с помощта на специално оборудване с механично или хидравлично задвижване. Машината заварява двете части на тръбата, докато разстоянието не стане пълно и плътно. Най-популярните машини са тези със софтуерно управление. Това оборудване се характеризира с пълна автоматизация и възможност за управление на процеса на заваряване без намесата на оператора по отношение на физическите усилия.
Преди да извършите работата със собствените си ръце, трябва да изберете тръби от HDPE със същите технически характеристики. Препоръчително е да се заваряват тръби дори от една и съща партида. Тъй като полимерът се съединява на молекулярно ниво, този подход ще направи заваръчния шев по-плътен и надежден.
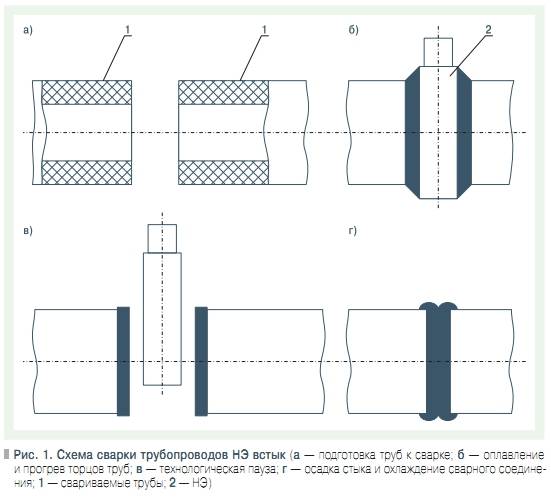
Принципът на челното заваряване се състои в нагряване на краищата на тръбите върху специална плоча. След разтопяването полиетиленовата плоча между краищата на двете тръби, които трябва да бъдат заварени, се отстранява и елементите се компресират механично до пълното смесване на полимера и заваряването му. След това тръбите трябва да се оставят да изстинат напълно.
Описание на методите за заваряване на PVC тръби
- Например за 20-милиметрови тръби дължината на стопяване (дълбочината на заваряване) е 14,5 мм;
- За парчета с размер 25 мм - 16 мм;
- За тръби с диаметър 32 мм - 18 мм;
- За тръби 40 mm - 20 mm;
- За тръби с диаметър 50 мм - 23 мм.
Силни страни на приложението на електрическия съединител
Обикновено електросъединителите се използват, когато челното заваряване на полиетиленови тръби не е удобно или практично. Това се случва най-често в канализационни шахти, тесни и неудобни канали, инсталационни шахти в мазетата и стените на къщите. Строго погледнато, електрозаваръчните съединения идват на помощ в случаите, когато не може да се използва челно заваряване.








Друго предимство на този метод за свързване на полиетиленови тръби е удобството му в случай на авария или повреда на тръбопровода. Тези ситуации обикновено изискват много бързо отстраняване. Заваряването на HDPE тръби с електрически съединители е много лесно - не са необходими специални познания.

Лесният монтаж на приспособлението се осигурява от специални отвори в приспособлението. За да се определи оптималната температура на заваряване, съвременните заваръчни машини имат функция за четене на необходимата информация директно от баркод, които са оборудвани с електрозаваръчни фитинги. Процедурата по свързване се извършва с най-простите инструменти, като например уред за почистване на краища на тръби, инструмент за електрофузия и заваръчен апарат.



