
- Трудности на процеса
- Секторно заваряване
- Използване на пясък
- Огъване на дърво
- Преглед на видовете
- По тип местоположение
- По тип задвижване
- Защита от овалване
- Модел машина чертеж
- Огъваща пружина
- Характеристики на огъването на профили
- Работа у дома без машина
- Какъв е проблемът с огъването на профила?
- Какви машини могат да улеснят работата?
- Вариант #1 - компактни, ръчни модели
- Вариант #2 - електрически машини за огъване за професионалисти
- Основни елементи на дизайна
- Процесът на производство на машината
- Подробности за конструкцията
- Инструменти за работа
- Огъване на тръби със собствените си ръце
- Недостатъци на домашните машини
- Необходимостта да се разгледа профилът
- Видове огъване. Използване на тръбен огъвач
- Как се огъват тръби с голям диаметър
- Огъване за продукти с квадратно и правоъгълно напречно сечение
- Видове огъвачи, които могат да бъдат изработени
- Огъвачи на ролки
- Изработване на огъващ арбалет
Трудности на процеса
Всички метални материали могат да бъдат частично или напълно огънати. Процесът на огъване се извършва по два начина:
- механично действие;
- нагряване на метала.

 Кръгло парче метал е приблизително плоско. Профилираната тръба обаче е с ъгъл 90°. Този ъгъл пречи на тръбата да се огъва плавно, което води до различни гънки, които впоследствие могат да се счупят или прекъснат.
Кръгло парче метал е приблизително плоско. Профилираната тръба обаче е с ъгъл 90°. Този ъгъл пречи на тръбата да се огъва плавно, което води до различни гънки, които впоследствие могат да се счупят или прекъснат.
За да не повредите метала, трябва да знаете как точно да огънете профилна тръба в домашни условия. Много собственици на вили, които не са наясно с чувствителността на огъването, разхищават много материали, които впоследствие се изхвърлят.
Секторно заваряване
 Често хората не знаят как да огъват тръба от неръждаема стомана, тъй като неръждаемата стомана има по-силна сплав от обикновената стомана. Разбира се, благодарение на професионалното оборудване това е лесно да се направи. Но какво да правим, ако няма нищо, което може да осигури достатъчно механично налягане? Точно поради тази причина е измислено секторното заваряване.
Често хората не знаят как да огъват тръба от неръждаема стомана, тъй като неръждаемата стомана има по-силна сплав от обикновената стомана. Разбира се, благодарение на професионалното оборудване това е лесно да се направи. Но какво да правим, ако няма нищо, което може да осигури достатъчно механично налягане? Точно поради тази причина е измислено секторното заваряване.
Принципът е, че профилният продукт се разрязва от едната страна на равни интервали, след което материалът се огъва в желаната посока и разрезите се заваряват.
В такъв случай е важно да се знае, че профилираната тръба е предимно тънкостенна и когато прорезите са един до друг, е много лесно да се прогори.
 Хората с малък опит с инструментите често пропускат прорези, като ги правят твърде често или твърде рядко. За да сте сигурни, че маркировката е правилна, можете да вземете друг еластичен квадратен материал и да го използвате като шаблон.
Хората с малък опит с инструментите често пропускат прорези, като ги правят твърде често или твърде рядко. За да сте сигурни, че маркировката е правилна, можете да вземете друг еластичен квадратен материал и да го използвате като шаблон.
Ако разполагате с газова горелка, материалът за профили може да бъде огънат чрез нагряване. След като металът е горещ, той по-лесно се поддава на деформация, което помага да се избегнат гънки от вътрешната страна на стената. Ако радиусът на огъване е малък, може да се откажете от обикновена скоба. Но ако е необходимо по-прецизно огъване, ще е необходима направляваща стена.
Използване на пясък
За изработване на продукт от огъната профилна тръба може да се използва пясък. Краят на материала се затваря плътно със специална пластмасова или медна втулка. След това в тръбата се изсипва фин пясък.
Важно е да се уверите, че продуктът е напълно запълнен с пясък. Тъй като празното пространство вътре в тръбата е здраво запечатано, материалът ще се огъва много по-лесно механично.
Основното е първоначално да се създаде стандарт, по който продуктът да бъде огъван и насочван.
Огъване на дърво
 Този метод е сравнително разпространен, ако диаметърът на тръбата не надвишава 15 mm. За да е успешно огъването, краят на материала трябва да е здраво закрепен. Но какво да правите, ако не можете да държите материала с ръце и просто няма други точки за закрепване? И по този начин занаятчиите изобретяват метод за закрепване. Със сигурност във всички крайградски райони може да има дърво. И това е дърво и може да служи не само като солидна стойка, но и като диаметър за огъване на профилна тръба.
Този метод е сравнително разпространен, ако диаметърът на тръбата не надвишава 15 mm. За да е успешно огъването, краят на материала трябва да е здраво закрепен. Но какво да правите, ако не можете да държите материала с ръце и просто няма други точки за закрепване? И по този начин занаятчиите изобретяват метод за закрепване. Със сигурност във всички крайградски райони може да има дърво. И това е дърво и може да служи не само като солидна стойка, но и като диаметър за огъване на профилна тръба.
Преглед на видовете
За тези, които се занимават с монтаж на различни конструкции от метал, е необходимо да използват профилоогъвачката. Вече е модерно да се монтират красиви оранжерии от метален профил на обекта. Те са надеждни. Следователно за оранжерии, навеси (арки), а именно за тяхното производство е доста подходящо ръчно оформеното огъване. Той е малък и може да се монтира във всяко помещение, предназначено за различни строителни дейности.


За огъване на профили чрез разтягане можете да използвате машина, която работи на принципа на машината PGR-6. Този продукт има механизъм за опъване, предназначен за огъване на алуминиеви сплави по незатворени контури. Броят на ролките играе основна роля в профилоогъвачката. Най-простият дизайн има 2 ролки. Такива модели се използват за много лека работа.
Броят на ролките и гъвкавостта на машината определят какъв вид машина може да бъде тя. Някои машини могат да въртят ролките само в една посока, докато други могат да ги въртят в двете посоки едновременно. Затова в първия случай машините се наричат необратими, а във втория - обратими.


Да разгледаме например машина за формоване с три вала и хидравлично задвижване на горния вал. В този случай профилът се закрепва между валовете. Всички те имат хидравлични двигатели и дюзи (подходящи за всяко сечение). Необходимият радиус тук се осигурява от хидравлично задвижване. Ето защо тези продукти се търсят навсякъде, където е необходима машина за производство на прости продукти.
С помощта на различни профилоогъвачки могат да се изработят различни конфигурации от метал с различни радиуси. Те могат да произвеждат части с различни кривини, както с асиметрични, така и със симетрични контури. По-подробно казано, профилоогъвачите са следните видове.
- Пневматичните контурни огъвачки работят с помощта на пневматика.
- Съществуват хидравлични контурни огъвачки.
- Съществуват и ръчни, механични и електромеханични ролкоформиращи машини.

В зависимост от това как е разположен
Машините за ролково формоване се поставят върху различни равни повърхности. Изключително големите модули са монтирани на пода в просторно помещение. Поради голямото си тегло те могат да се използват само в работилници. Тези модели са с електрическо захранване и работят от електрическата мрежа. Другите модели трябва да бъдат обезопасени със специални устройства, за да се предотврати непреднамерено движение. Тази категория машини са предназначени както за работа в промишлени мащаби, така и за индивидуална употреба. Промишлените машини се използват за огъване, когато се извършва мащабна работа. Има мобилни машини и стационарни машини. Всяка от тях има ръчно или автоматично подаване на материала.







В повечето случаи специалистите използват ръчни машини за огъване. Някои хора ги изработват собственоръчно. Този вариант е доста достъпен. Но има и някои недостатъци. Например, неудобно е да се извършват няколко огъвания на един профил едновременно. Работата с такива продукти е трудна и поради голямото натоварване върху човека. Освен това времето за огъване се увеличава и е невъзможно да се контролира радиусът на огъване.
Според вида на задвижването
Профилните огъвачи се класифицират по този начин.
Електрическият екструдер, в сравнение с ръчния екструдер, може да работи с доста висока скорост. Тя се характеризира и с точността на работата. С такова устройство е възможно да се огъват много здрави метални изделия. Могат да се оформят всички видове профили, дори I-образни греди и кръгли профили.





Защита от овалност

Основните методи за студено огъване на поцинковани тръби включват мерки за огъване на детайла при максимално запазване на формата на напречното му сечение. Обикновено за това се използва един от двата метода:
- Използване на мерки за запазване на формата на напречното сечение отвътре (използване на вътрешен ограничител).
- Използване на външен ограничител за предотвратяване на разширяването на страничните стени.
Твърдите материали като пълнител запазват по-добре формата си, затова се използват по-често. Но благодарение на използването на еластични пълнители разтягането на външната огъваща се повърхност е по-малко.
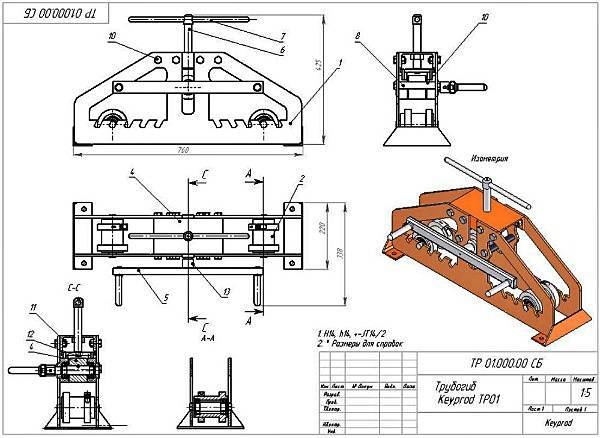
Чертеж на типична машина
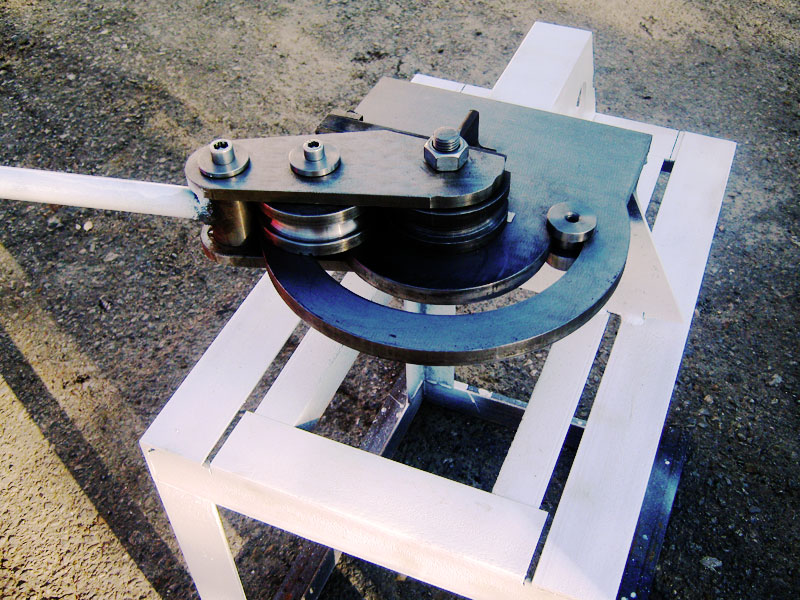
Сега можете да видите много дизайни на ръчни машини за огъване, които могат да бъдат направени от прости части със собствените ви ръце и без специални умения. Един от най-простите чертежи на профилтип огъваща машина ви позволява да извършвате радиално огъване на тръби и правоъгълни профили. Нуждата от такъв материал за огъване възниква най-често.
Чертежи на домашно приготвена машина за огъване на профили
Принципът на работа на това домашно оборудване се основава на използването на три ролки - две поддържащи и основната работна. Именно този работен валяк ще деформира тръбата по време на работата на домашното оборудване.
Основната работна ролка трябва да има малко свободно движение, което се ограничава от параметрите на направляващите. Елементите на конструкцията са произведени с помощта на:
- стоманени плочи с дебелина до 8 милиметра;
- една голяма чиния;
- стоманен ъгъл с дължина 30 см - необходими са 4 такива елемента;
- Колела за окачване.
Към голямата плоча се закрепват с болтове спомагателни ролки, а ъглите, които служат за водачи, се фиксират с помощта на заваръчна машина.
За да се увеличи здравината и надеждността на основата, към дъното на основата трябва да се заварят два стоманени ъгъла. За укрепване на релсите в горната им част се заварява метална пластина с отвор. Диаметърът му трябва да е по-голям от напречното сечение на винта, който ще има основното натоварване върху работния вал на ръчно изработения профилоогъвач.
След като монтажът на водещите ролки приключи, машината за огъване ще бъде готова за работа, а тръбите и правоъгълният профил могат да бъдат огънати ръчно във всякаква конфигурация.
Огъваща пружина
Този метод е известен на всички занаятчии. Тя се състои в поставяне на специална квадратна пружина, изработена от стоманена тел, във вътрешността на тръбата в точката, където трябва да се получи огъването. Пружината ще служи като дорник, като сечението ѝ трябва да е с 1-2 мм по-малко от вътрешното сечение. С помощта на горелка загрейте по-нататъшното огъване, поставете го върху манекена с подходящ радиус на огъване и като прилагате сила, упражнявайте лек натиск, докато се получи желаната извивка. Този метод е доста прост, но при използването му по време на работа се препоръчва внимателно да се спазват мерките за безопасност: да се работи със специални ръкавици и да се използват клещи.

Характеристики на секцията за огъване
Някои може да си мислят, че огъването на профилна тръба по радиуса без огъвачка за тръби не е трудно: огънете я с чук, както искате, и готово. Но практиката показва, че огъването на този метален продукт не е толкова лесно. Трудно е да се направи гладка извита форма, като се запазят всички характеристики. Най-лесният начин за огъване на този продукт е да се използва специален домашен огъвач на тръби.
Факт е, че при промяна на конфигурацията на профилираната тръба тя се влияе от две сили:
- компресия, която действа отвътре;
- сила на опън, действаща отвън.
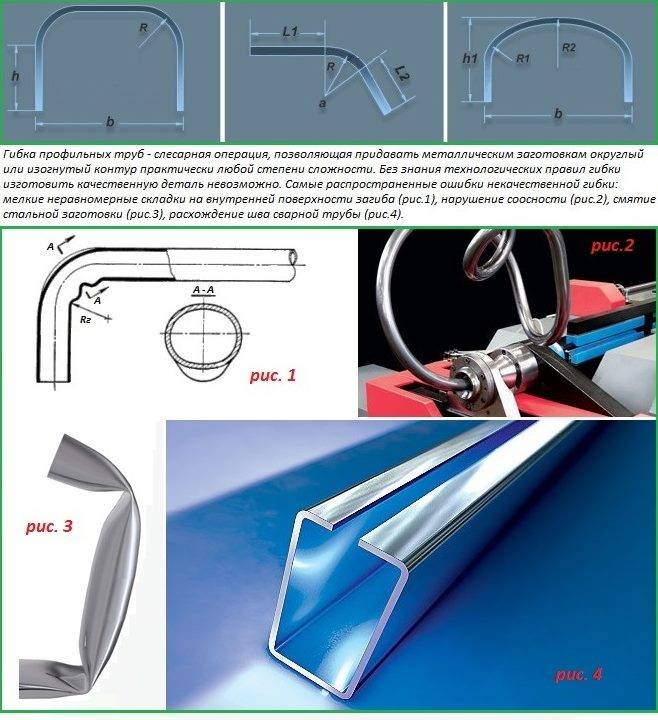
Когато една тръба е огъната неправилно, тя променя формата си и губи подравняването на някои участъци. Стената, която се опъва, може също така просто да не издържи на механичните сили и да стане неизползваема. В допълнение към гореспоменатите проблеми е възможно вътрешната стена на огънатата заготовка да не се свие правилно и да се образуват гънки по вътрешната стена. Нерядко се оказва, че огъването на профилна тръба до определен радиус е лесно, но заготовката е смачкана. След това той е подходящ само за скрап.
Комбинацията от тези фактори води до ненужно увеличаване на разходите, което един сериозен собственик никога не би допуснал.
Следователно, въпреки факта, че това тръбно сечение е доста гъвкаво, не трябва да бързате да го обработвате и преди да огънете трапецовидната тръба с радиус у дома, е важно да проучите технологията в детайли. Това ще бъде разгледано по-долу.
Пренебрегването на технологията не си заслужава. Само въоръжени с познания на майстора на въпроса, как да се огъват у дома профил, няма да създаде големи проблеми. Всички препоръки за правилно огъване на профила от валцуван метал са дадени от професионални майстори, които дълго време са изучавали проблема на практика.









Работа у дома без металорежеща машина
Получаването на желания завой от профилната тръба ще бъде възможно без специални машини. Необходими са само шлайфмашина, заваръчен апарат и ключарски тирбушон. Алгоритъмът е следният:
- Измерете желания модел и след това нарисувайте шаблон върху свободната повърхност;
- приложете детайла към него и отбележете точката на огъване върху него;
- Разпилете трите страни на квадратния профил, а на четвъртата трябва да огънете тръбата без огъвачка за тръби, като затегнете свободния край във визия;
- След това заварете полученото парче в това положение;
- След заваряването изчистете заварките и монтирайте детайлите на предвиденото за тях място.

Преди заваряване профилна тръба 2 mmзаварчикът трябва да носи защитно оборудване. На заваръчния апарат настройте експериментално тока, за да използвате електроди с диаметър 3 или 2 mm. По-големите няма да свършат работа, защото ако заварите профилна тръба, например "четири", кухината просто ще изгори.
Какъв е проблемът с огъването на профила?
Валцуван метал с правоъгълно напречно сечение, лесен за обработка, детайлите могат да се съединяват под различни ъгли. Трудностите възникват, когато частите трябва да се оформят по криволинейна форма. Това се дължи на факта, че външната стена на продукта е подложена на сила на опън, докато вътрешната страна е подложена на натиск.
Опитите за огъване на профилна тръба без огъвачка за тръби са свързани с такива проблеми:
- Появата на пукнатини в материала. Ако дебелината на стената е малка, металът може да се разкъса.
- Смачкване на страните. Такъв ефект се получава, когато се прилага прекомерен натиск, докато детайлите преминават през инструмента за огъване.
- Наличие на вътрешни гънки. Колкото по-голяма е височината на профила на детайла и колкото по-малък е радиусът на изправяне, толкова по-вероятно е да се появи този дефект.
- Прекъсване на секция. Възниква при внезапно прилагане на сила върху детайла.
- Промяна на конфигурацията на секцията. В случай на нарушение на технологията се наблюдава изместване на равнините, надлъжната ос, изкривяване на частта под формата на спирала.
- Намаляване на здравината на метала. Подобен дефект е резултат от прегряване и произтичащото от него нарушаване на кристалната структура на желязото.
Не е трудно да се избегнат такива усложнения. Необходим е само интелигентен и обмислен подход.
Кои устройства могат да улеснят работата?
Вариант #1 - компактни, ръчни модели
Закупуването на ръчни огъвачки е разумно само ако възнамерявате да огънете малко количество материал. Те не трябва да се използват като професионална машина за огъване поради ниската им производителност и необходимостта да се правят приблизителни настройки на радиуса на огъване на всеки детайл. Тази машина обикновено се предлага с няколко сменяеми ролки, които могат да се използват за огъване на профилната тръба в зависимост от размера на напречното сечение.
За да се постигне желаният ъгъл на огъване, тръбата трябва да се прекара през машината няколко пъти. Централната ролка трябва да се накланя ръчно всеки път все по-ниско и по-ниско. Страничните валяци остават в неподвижно положение, така че металният профил се огъва под натиска на централния валяк.

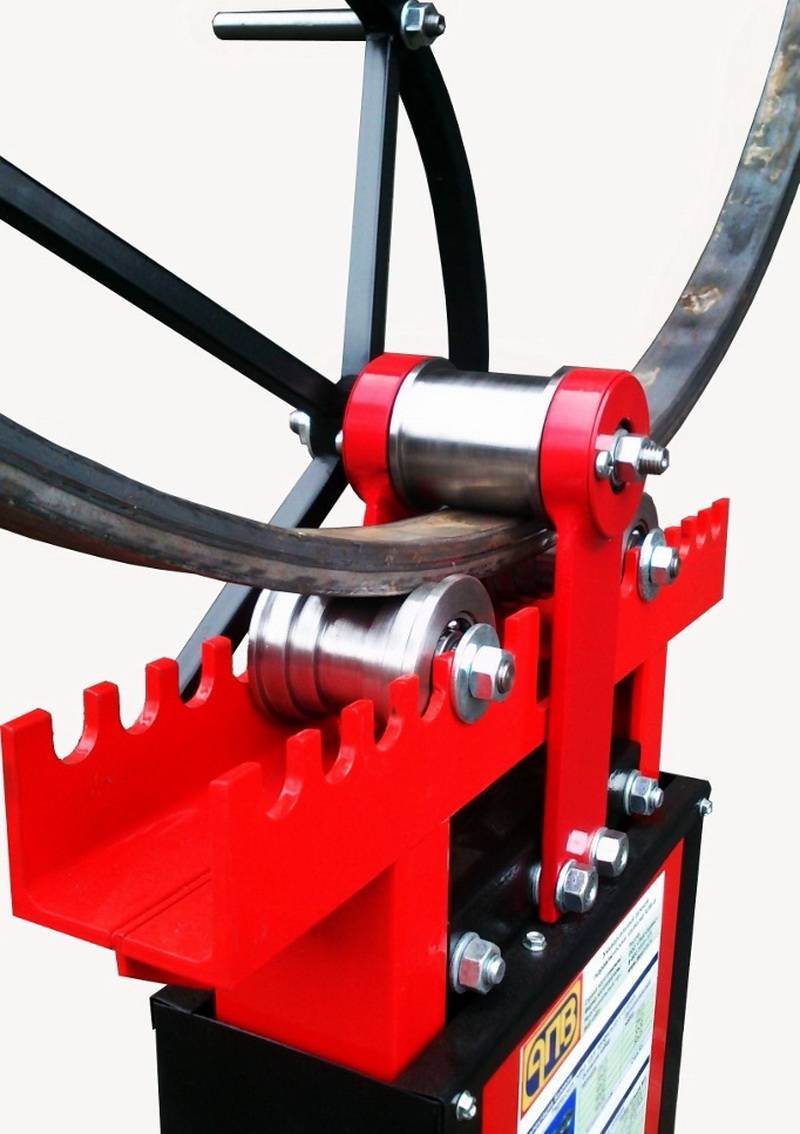
Един от моделите ръчни профилоогъвачки, които позволяват огъване на профил с няколко хода на металния продукт между страничните валове и централния вал.
При работа с ръчен огъвач на тръби човек трябва да полага физически усилия. Оборудването не може да се използва за огъване на профилни тръби с напречно сечение, по-голямо от 40 mm.
Вариант #2 - Електрически огъвачки за професионалисти
За разлика от ръчните огъвачки, електрическите огъвачки осигуряват прецизно огъване на тръбата. Това е така, защото радиусът на огъване се настройва механично или електронно с точност до 1 градус. Използването на това скъпо, производително оборудване позволява обработката на големи количества профилни тръби на смяна. Обичайно е собствениците на електромеханични огъвачки на тръби да предоставят услуга на обществеността, от която трябва да се възползвате, ако сте доволни от цената.

Електромеханичната огъваща машина за тръби, инсталирана постоянно в работилница, осигурява прецизно огъване на профилни тръби с различни сечения при точно определен радиус.
Недостатъците на електрическите машини за огъване са голямото им тегло и високата им цена, която е недостъпна за обикновените купувачи.
Основни елементи на дизайна
Принцип на работа
За да направите конкретен дизайн на машината, трябва да разгледате няколко диаграми, за да определите набора от части. Възможно е да закупите всички части, ако е необходимо, но можете също така да използвате материалите, които са в дома ви, и да не плащате нищо за това. В повечето случаи домакините избират фронтален дизайн и за това трябва да имате:
- три метални ролки (ролки);
- верига за задвижване;
- въртене;
- механизъм за задвижване;
- Метални профили (канали) за рамката.
Понякога, при липса на метални ролки, те се заменят с дървени или полиуретанови, но ... Такъв механизъм за търкаляне няма да издържи на дългосрочно натоварване, т.е. машината ще изпълнява предназначението си, но не за дълго. Има ли смисъл да разпилявате труда си за краткосрочна полза, ако с усилие или дори с плащане на определена сума можете да намерите стоманени валяци?
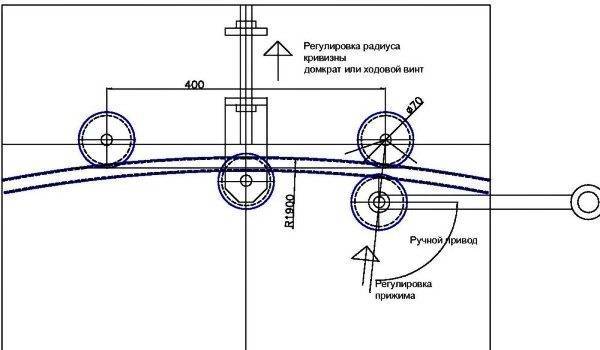
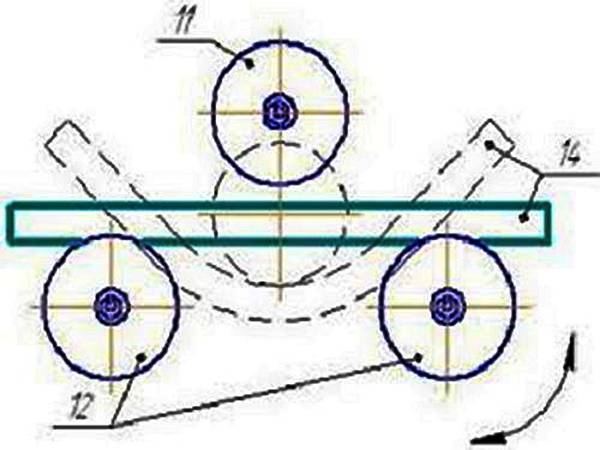
Схема на обикновен огъвач на тръби с размери в mm
Както разбрахте, процесът на деформация на профила се извършва чрез валцуване, т.е. тръбата се навива върху валовете (ролките), което изключва счупване и напукване. За валцуване (огъване) на секция тя се поставя в линията за валцуване (между валовете) и се притиска отгоре с винт или крик до желания радиус на огъване. След това чрез завъртане на копчето за подаване тръбата се премества и огъването преминава по цялата ѝ дължина. Изглежда, че това е ръчно задвижване, задвижвано с мускулна сила, но в дома такъв механизъм е много удобен.

Профилът се закрепва с помощта на крик
За да сглобите със собствените си ръце прост тръбен огъвач, ще ви е необходимо:
- повдигач (за предпочитане тип зъбна рейка и зъбно колело);
- метални профили с рафт за хоризонтална и вертикална рамка;
- пружини, изработени от легирана стомана (отличават се с висока якост).
- три стоманени вала с лагери;
- задвижваща верига (може да е от велосипед или мотопед)
- зъбни колела (задвижващи и задвижвани)
- дебели фитинги за осите и дръжката на задвижването.










Видео: процес на огъване на тръба
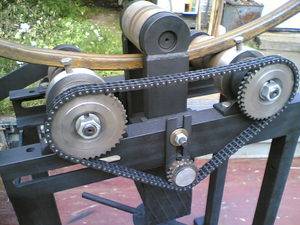
Както можете да видите, по-лесно е да направите профилния огъвач със собствените си ръце от наличните чертежи, а снимките и видеоклиповете само помагат. Показаният на снимката профилоогъвач се задвижва с дръжка, която завърта вала със задвижващия механизъм. Веригата предава въртенето на вала на празен ход, а трети вал притиска профила отгоре до необходимия ъгъл на огъване. Всичко е много просто.
Как да създадем механизъм
Как да си направим машина за огъване
Ако се интересувате от това как да направите профил за огъване, тогава ще трябва да извършите редица действия, които ще гарантират тази надеждност на механизма, и те са:
- създаване на здрава рамка, сглобена чрез заваряване и болтови връзки;
- в съответствие с чертежа (спецификацията) да се изработят и монтират осите на въртене на ролките. Те са три - две ролки и една притискаща ролка;
- За да се въртят подвижните ролки, трябва да се осигури верижна трансмисия, т.е. да се заварят (равномерно) задвижващите и празните зъбни колела;
- заварете копче за въртене към задвижващата зъбна предавка.
Нюанси на изработката

Изработен огъвач на тръби
Ако разполагате с всички необходими части, е лесно да си направите огъваща машина. Първото нещо, което трябва да се вземе предвид, е, че всички ролки трябва да се въртят на лагери - точността на въртене ще осигури правилно търкаляне, без повреди и прегъвания. Главните и празните зъбни колела трябва да бъдат правилно центрирани - дори 0,5 мм отклонение от центъра ще доведе до неправилна деформация (огъването ще бъде неравномерно).
Притискащият вал също трябва да бъде центриран - от това зависи точността на ъгъла на огъване. Най-добре е, когато и трите валяка са с еднакъв размер - валякът е най-точен. Твърдостта на придържане също оказва влияние върху точността на ролките, така че ролките трябва да бъдат правилно закрепени.
Работно оборудване
От горния текст става ясно как да огънете тръба в домашни условия. Но всички тези методи са подходящи за еднократна употреба. Ако материалът трябва да се огъне трайно, по-добре е да се използва специална машина. Но тъй като това е скъпо, можете да си направите метален джиг.
Често за продуктите от огънати тръби се изискват различни диаметри. Затова един проводник просто не е достатъчен.
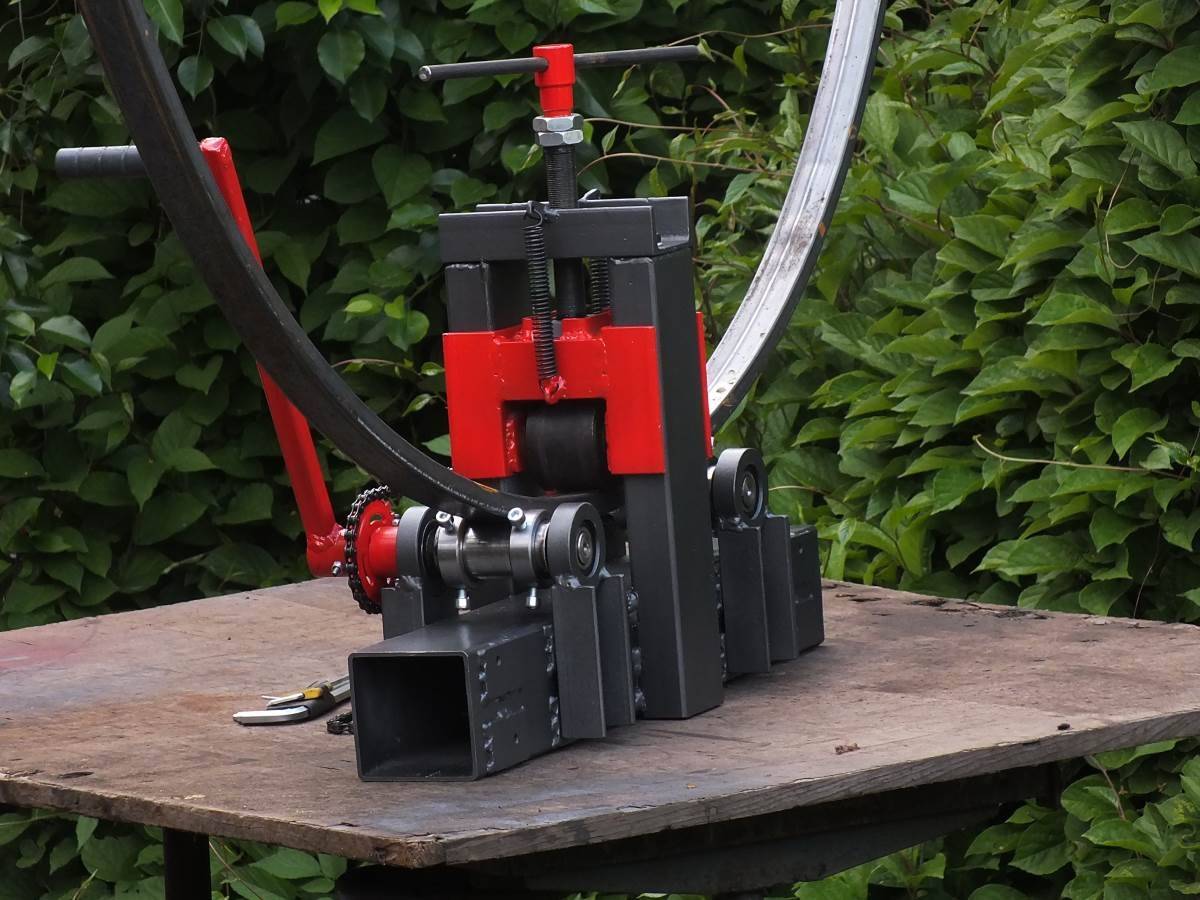
Ръчно изработеният огъвач на тръби
За да механизирате огъването на материала и да не харчите пари, можете да си направите домашен огъвач на тръби. Но за такова устройство ще е необходима малка инвестиция. За такова оборудване ще е необходимо:
- 2 ролки с диаметър около 10 см;
- 1 ролка със скоба;
- метална стойка.

 Монтират се две ролки, които са заварени успоредно една на друга. Трети валяк със скоба се поставя малко над долните валяци. По този начин материалът може да бъде поставен и притиснат от горната ролка. След като материалът е позициониран, е достатъчно да го обърнете на една страна и обратно. Ако е необходим по-голям ъгъл, горната ролка може да се затегне отново и действието да се повтори.
Монтират се две ролки, които са заварени успоредно една на друга. Трети валяк със скоба се поставя малко над долните валяци. По този начин материалът може да бъде поставен и притиснат от горната ролка. След като материалът е позициониран, е достатъчно да го обърнете на една страна и обратно. Ако е необходим по-голям ъгъл, горната ролка може да се затегне отново и действието да се повтори.
Недостатъкът на тази машина е, че не можете да правите огъвания с малък радиус. Просто натискът върху скобата не е достатъчен. Материалът, който ще бъде произведен от домашната машина, е идеален за оранжерии, навеси и други продукти, при които не се изисква остър ъгъл.
Първоначално публикувано 2018-04-18 12:13:42.
Недостатъци на самоделните тъкачни станове
- Трудност при минимизиране на грешката на радиуса на огъване на детайла.
- Ограничение на радиуса на огъване.
- Работата с такива машини е много трудна, така че извършването на голям обем работа е просто невъзможно.
- Трудности при огъване на тръби и големи заготовки.
- Трудност при преоформяне на различни области на детайла.
Ако е необходимо да се работи с детайли с малки напречни сечения, може да е достатъчна обикновена профилоогъваща машина, състояща се от два щифта и основа. При деформиране на по-дебели детайли трябва да се внимава за техните конструктивни особености.
Особено внимание се изисква при работа с тръби, тъй като съществува зависимост между максималния допустим радиус на огъване и дебелината на стената. Свободно се предлагат специални таблици за избор на максималния радиус
Въпреки факта, че процесът на изработване на машина със собствените си ръце може да изглежда твърде сложен и мнозина ще се изплашат, спестяванията в сравнение с покупката на готов продукт могат да достигнат няколко десетки хиляди рубли. Този аргумент в полза на домашните машини за огъване може да се нарече много сериозен.
Необходимостта да се разгледа профилът
Продуктите с различни форми на напречното сечение - кръгли, квадратни, овални или плоскоовални - принадлежат към категорията на профилираните тръби. Въпреки това разнообразие, за изграждането на оранжерия или навес се използват предимно правоъгълни или . Това се дължи на факта, че плоските им стени улесняват значително монтирането на външен капак.
Гамата от съвременни профилирани тръби е много разнообразна. Техните геометрични параметри, сред които основните са площта на напречното сечение и дебелината на стената, определят пластичността на продукта. Последните се характеризират с най-малкия допустим радиус на кривината. Този параметър определя минималния радиус, до който може да се огъне профилирана тръба, за да не се повреди.
Избягване на често срещани грешки, които водят до повреда на детайлите
За да се определи минималният радиус на огъване за тръба с квадратен или правоъгълен профил, е достатъчно да се знае височината на профила. Ако възнамерявате да огъвате тръба с квадратна или правоъгълна форма, трябва да се спазват следните препоръки.









- Тръбите с височина на профила по-малка от 20 mm могат да се огъват на секции с дължина, по-голяма от 2,5xh (h е височината на профила).
- Продуктите с височина на профила над 20 mm могат успешно да се огъват на секции с размери 3,5xh или повече.
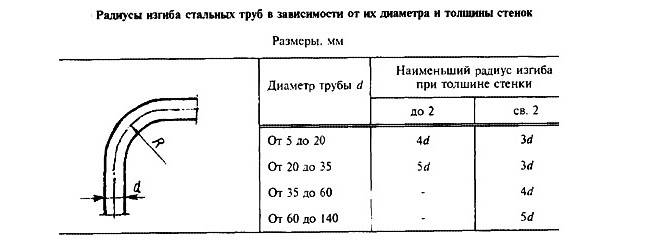
Минимален радиуси за стоманени тръби
Тези препоръки могат да бъдат полезни, ако огъвате профилни тръби за производство на рафтове, тенти или други рамкови компоненти. При това обаче трябва да се има предвид, че дебелината на стената на тръбата влияе върху способността ѝ да се огъва ефективно. Продукти с дебелина на стената под 2 mm е по-добре изобщо да не се огъват, а ако е необходимо да се създадат конструкции от тях, да се използват заварени връзки.
У дома, огъвайте профуги, които са изработени от въглеродна или нисколегирана стомана, можете да вземете предвид само някои нюанси. Тези тръби могат да пружинират и да се върнат в първоначалното си състояние след огъване, поради което готовата конструкция трябва да се обработи отново с помощта на шаблон. Пружинирането се характеризира с пластичния момент на съпротивление (Wp) на профилираните тръби. Този параметър е посочен в съпътстващата документация (колкото по-нисък е той, толкова по-малко ще пружинират профилните тръби в процеса на огъване).
Видове огъване. Използване на тръбен огъвач
Има няколко възможности - или да огънете профилна тръба без огъвачка за тръби, или да използвате машина или фабрично произведена.
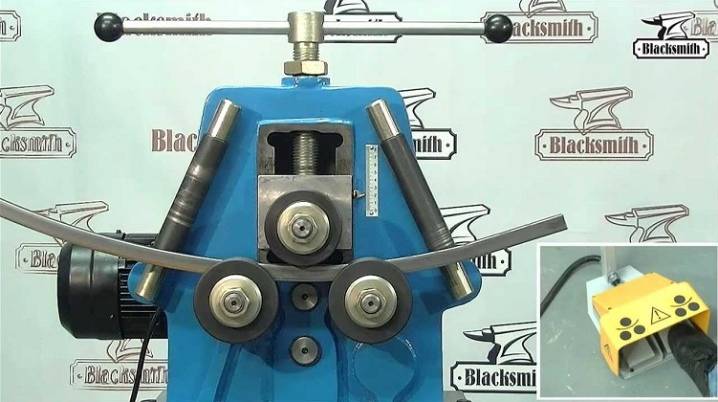
Общият вид на ръчния огъвач е показан на фигурата. Не забравяйте, че подходящите устройства се предлагат и с електрическо, хидравлично и дори цифрово управление.

Компактна машина, предназначена за огъване на кухи профили
Как правилно да огънете профилна тръба на огъвачка за тръби винаги се посочва в инструкциите на производителя. Трикът е различен: подобна техника се изплаща само когато се използва много често. Така че нека се обърнем към по-реалистичните задачи.
Методи за огъване на тръби с голям диаметър
Сравнително нови методи са огъването с промишлени и високочестотни токове и огъването с разтягане. При първия метод се използва високотоков високочестотен агрегат, в който тръби с диаметър от 95 до 300 mm се нагряват, огъват и охлаждат.
Той се състои от две части - механична част под формата на огъваща машина и електрическа част, която включва електрическата част и високочестотния блок.
Тръбата се деформира само в нагретия участък, който се намира в зоната на индуктора. Геометрията се променя до зададения размер с помощта на отклоняваща се ролка. С този метод е възможно да се получи завой с малък радиус.
Вторият метод на огъване се използва при машини за огъване и разтягане, които са оборудвани с въртяща се маса. Тръбата е подложена на големи сили на опън и огъване. По този начин се получават стръмно извити завои с постоянни дебелини на стените по периферията.
Методът се използва за огъване на тръби с голям диаметър, използвани в космическата, автомобилната и корабостроителната промишленост, където към тръбите се предявяват високи изисквания. Предимство е възможността за огъване на тръби със стена между 2 и 4 mm на 180°⁰.
Машина за огъване на тръби за квадратни и правоъгълни тръби
Огъващата машина е устройство, снабдено с огъващи ролки, една от които огъва тръбата равномерно по цялата ѝ дължина под налягане със свободно движение. Ролките са оформени с определено напречно сечение. Натискът се прилага постепенно до постигане на желаното огъване. Силата се прилага ръчно или електрически, хидравлично. Домашният огъвач на тръби е предназначен за малки количества огъване, а професионалният може да се използва за серийно огъване с гарантирана точност.
Благодарение на конструктивните си особености профилоогъвачът огъва стоманена тръба без нагряване, в единична секция или по цялата дължина под различни ъгли и в различни равнини.

Възможно е също така сами да изработите машината за огъване, което ще отнеме много усилия, време и пари, но процесът на огъване на тръби ще стане по-лесен. Ръчната машина за огъване е лесна за използване, има малки размери и може да се монтира в гараж или малка работилница. Машината за огъване трябва да е в стабилно положение, работата трябва да се извършва бавно, като постоянно се проверява съответствието с шаблона. Най-лесният вариант, подходящ за тънки тръби, е ролковият огъвач Volnov. Детайлът се огъва в определена точка в стягата с помощта на валяк, но се изисква добра физическа сила.
Как да огънем профилна тръба у дома не е лесен въпрос. Има много нюанси, които трябва да се обмислят и да се направят правилно, за да не се разваля материалът.
Голямо внимание се отделя на размера на напречното сечение, дебелината на стената, изчисляването на радиуса на огъване и дали да се приложи топлина, пълнител или не.
Видове огъвачи, които могат да бъдат изработени
Тези устройства се различават по своето предназначение. Например, ако трябва да огънете кръгла метална тръба, се използват машини за огъване, предназначени специално за кръгли тръби.
По правило такива самоделни конструкции имат ролки (или валяци) с канали за определен диаметър на детайла. В някои случаи обаче могат да се използват матрици с канали за кръгли тръби.
За огъване на тръби с квадратно и правоъгълно сечение, както и на стоманени ленти, се използват малко по-различни устройства. Те често се наричат огъвачи на профили (или огъвачи на тръби за профилни тръби).
Дизайнът на огъвача на тръби също може да варира в зависимост от това дали просто искате да огънете тръбата под определен ъгъл, или искате да направите дъга или пръстен.
Ако планирате да направите сериозен дизайн със собствените си ръце, който може да бъде регулиран за различни режими на работа, ако е необходимо, е трудно да се направи подробен чертеж на тръбния огъвач.
В случай че се нуждаете от обикновен бюджетен огъвач на тръби, можете да направите всичко без чертеж.
Някои конструкции са доста компактни и не е проблем да се поставят на маса или да се закрепят в настолен тирбушон. Други модели изискват отделно пространство в работилницата и това също трябва да се вземе предвид.










Ролкови огъвачи на тръби
Този дизайн е доста популярен сред самостоятелните строители. Често се изработва от импровизирани материали, които са налични в гаража или работилницата.
Размерите на самата приставка могат да бъдат малки, за да може тя лесно да се монтира на работната маса.
Тази машина за огъване е лесна за изработване огъване на тръби със собствените си ръце всеки може да го направи. И това не изисква много време. Един от бюджетните варианти е представен в статията на този уебсайт.
Основата на машината за огъване е метална плоча. Ролките за огъване (или пресовите ролки) могат да се изработят на струг. Ако не разполагате със струг, можете да поръчате ролките от стругар.
Две пресови ролки са монтирани близо една до друга и към тях са прикрепени метални ленти. Дръжката на огъвачката на тръби може да се изработи от малко парче кръгла тръба.
Към основата (метална плоча) е прикрепена лостова дръжка с ролки и ограничител за детайлите.
Основата може да се закрепи към масата чрез пробиване на отвори или просто да се закрепи със скоби. Можете също така да заварите парче ламарина към основата, за да я закрепите в клещи.
Изработване на огъвачка за тръби за арбалет
Една от характеристиките на този дизайн е, че може да се използва както хоризонтално, така и вертикално.
И в този случай вместо валяци на пресата се използва матрица (или шаблон) за определен диаметър на тръбата. Тези дюзи могат да се сменят при необходимост.
Как да си направите тръбен огъвач със собствените си ръце, който работи вертикално, можете да прочетете в обзорната статия. Такива устройства обикновено използват хидравлично задвижване - от автомобилен крик.
С тази домашна машина за огъване можете да огъвате кръгли тръби под различни ъгли. Обикновено сгъването се извършва на 45 и 90 градуса.
Самата матрица може да бъде направена от стара палачинка за дъмбели. Тя трябва да се раздели на четири части. След това три от тях се заваряват заедно. В центъра се прави жлеб за необходимия диаметър на кръглата тръба.
От канал или I-образна греда (можете да използвате и ъгъл или ламарина) се изработва рамката на тръбоогъвачката. Самата матрица се плъзга върху стеблото на гнездото. В горната част на рамката се монтират опорите за тръбите.
Оста на централния валяк, която е здраво монтирана на рамата на огъващата машина, трябва да бъде изработена от добра стомана.
Машината за огъване, която работи в хоризонтална равнина, има приблизително същата конструкция. В този случай обаче се използва механичен или пневматичен повдигач.



