- Полезни съвети за начинаещи
- Ръчно изработен тръбен огъвач със собствените си ръце как да направите най-простата версия
- Как да си направим огъващ се охлюв
- Необходими материали и инструменти
- Процес на сглобяване на огъвачка за охлюви
- Какви устройства за огъване на тръби
- Обикновено огъване на тръби
- За кръгла тръба
- От стяга
- Импровизиран валяк
- От жак
- Тип Arbalet
- Класификация на инструментите за огъване на тръби
- Какво да огънем?
- Изработване на тръбен огъвач
- Огъване на тръби със собствените си ръце
- Изграждане на класификация на машините за огъване на тръби
- За какво е предназначена машината
- Заключения и полезно видео по темата
Полезни съвети за пионери
Най-важната препоръка на експертите е, че никога не трябва да насилвате проблема. Качеството е от първостепенно значение и жертването му в името на спестяването на време в никакъв случай не е опция. При обработката на профилни тръби трябва да се вземат предвид и редица други характеристики. Не е необходимо да се опитвате да направите всичко с едно преминаване на профила. По-добре е да го прекарате няколко пъти, като след всеки цикъл натискате бавно огъващата ролка. Това не само ще премахне риска от деформация на тръбата, но и ще увеличи експлоатационния живот на машината.

Профилът на валяка трябва да съответства на формата на валцуваната стомана в напречно сечение. Ако тя съвпада напълно, огъването ще бъде перфектно. Ето защо е разумно да се създаде конструкция със сменяеми ролки и да се осигури набор от различни размери. Предварително направете шаблон в пълен размер. Нанасяйте продукта след всяка деформация. Това ще бъде контрол на качеството и ще позволи процедурата да бъде завършена навреме. Това ще ви позволи да се справите с работата и да избегнете необходимостта постоянно да проверявате работата си с шаблон.
Ръчно изработена машина за огъване със собствените ви ръце - най-простата версия
Проста машина за огъване на тръби може да се изработи с импровизирани средства, като се използва не само метал, но и дърво. Намирането на ненужна дъска е много по-лесно в домакинството, отколкото намирането на стоманена основа с необходимата дебелина. Първо, трябва да се вземе дъска с дебелина, по-голяма от диаметъра на материала, който трябва да се деформира. По-нататъшните инструкции за изработване на най-простия огъвач на тръби от дъски са следните:
От дъската се изрязва шаблон с формата на дъга. Формата трябва да е толкова голяма, колкото е желаният радиус на огъване.
Прикрепете получения шаблон към основата под формата на лист от 2-3 листа ПДЧ или ПДЧ.
Много е важно шаблонът да бъде здраво закрепен към основата, тъй като може да се откачи по време на огъването. Може да се използва и стяга или малък тиксо, за да се задържи на място.
Прикрепете ограничител в единия край, който дава опора на огъвания материал.
За такава опора може да се използва парче дъска, закрепено към леглото.
Това устройство не е трудно за използване и трябва да поставите материала между шаблона и ограничителя и като се уверите, че тръбата не изскача, да продължите работата. Принципът на изработване на най-простия огъвач на тръби не изисква финансови инвестиции и този метод е идеален, когато трябва да огънете малък брой профили. Съществуват и други варианти за изработване на прости огъвачи на тръби със собствените си ръце от импровизирани средства, които са описани по-долу.
Как да си направим огъващ се охлюв
Самостоятелното изработване на огъвачка за охлюви може да изглежда сложно. Всъщност сглобяването на това устройство не е по-трудно от сглобяването на ролкова машина за огъване на тръби. Процесът се различава само по използваните части и времето за сглобяване.
Огъвачката за охлюви дава възможност за огъване на цялата дължина на профила наведнъж, а не само на едно място. Благодарение на тази функция тя е популярна сред инсталаторите.
Необходими материали и инструменти
Тъй като описаният ролков огъвач няма специфичен работен диаметър и може да бъде изработен от всякакви импровизирани материали, предложените материали няма да съдържат специфични размери на частите. Всички метални части трябва да са с дебелина 4 мм или по-добре 5 мм. За изработката на тръбния огъвач ще ви трябват:
- Канал А - 1 метър.
- Листово желязо.
- Три вала.
- Две зъбни колела.
- Метална верига.
- Шест лагера.
- Метална 0,5-инчова врата - 2 м.
- Главина с вътрешна резба.
- Винт за налягане.
Особено внимание се обръща на размерите на зъбните колела, валовете и лагерите, които трябва да съвпадат помежду си. Зъбните колела могат да бъдат взети от стари велосипеди, но трябва да са с абсолютно същия размер.
Стоманените плочи и профили за огъвачката на тръби не трябва да са прекалено силно ръждясали, тъй като по време на работа те ще бъдат подложени на голямо натоварване.
Преди да изберете и закупите всички материали, трябва да изготвите чертеж със схематичен изглед на всички елементи на дизайна, за да не ги допуснете по време на процеса на изработване на тръбен огъвач.
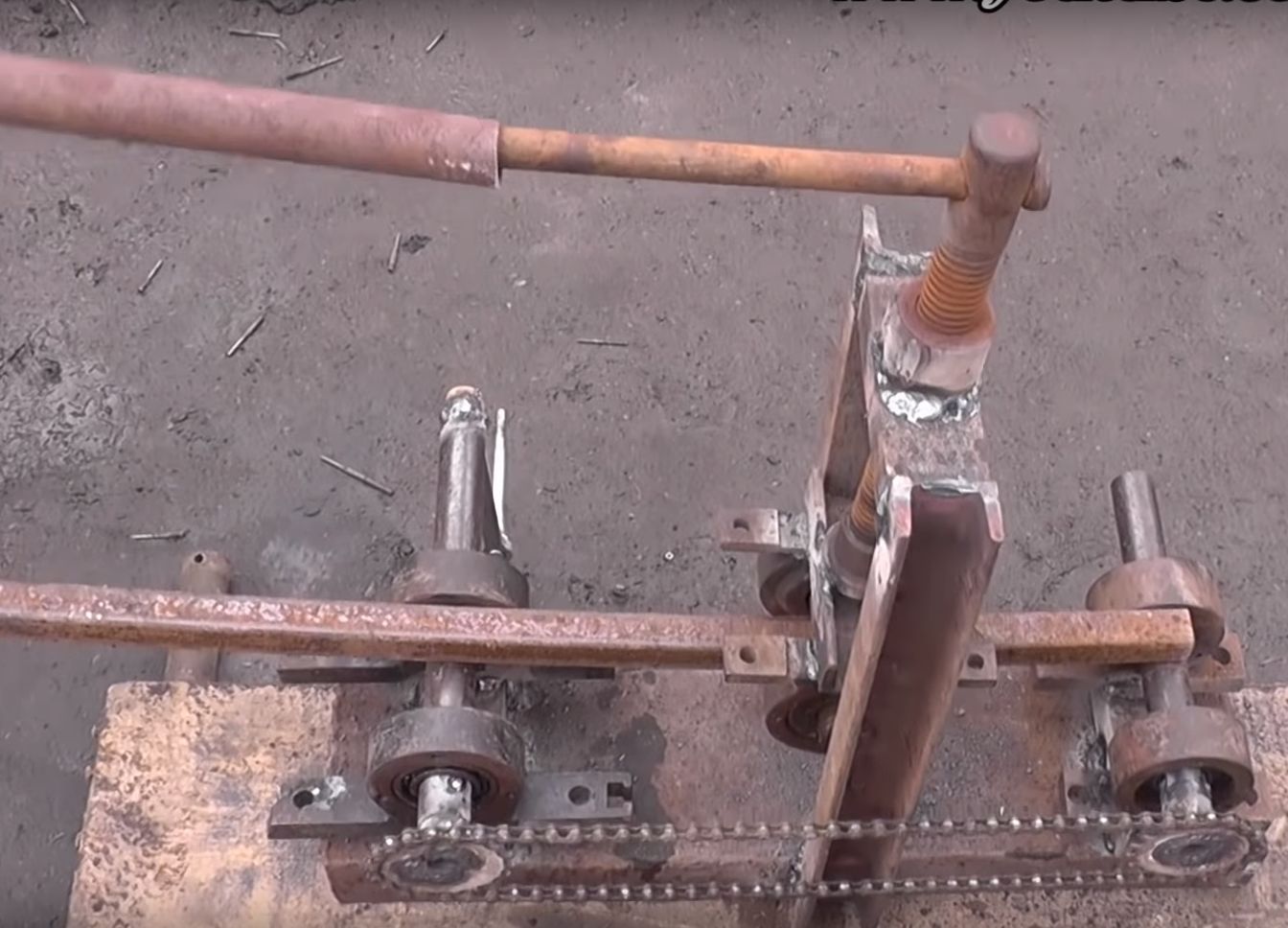
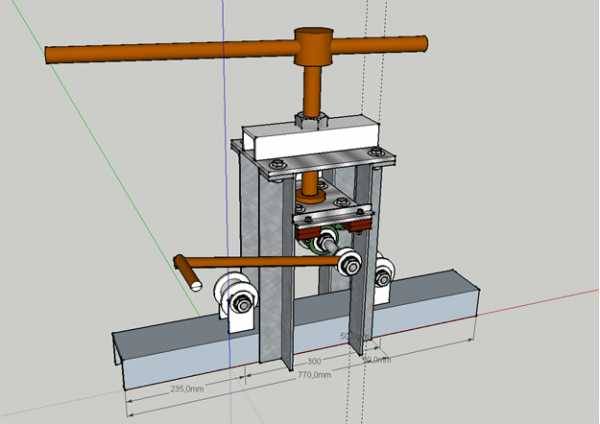
Процес на сглобяване на уреда за огъване на охлюви
Започвате сглобяването на всяко оборудване, като изготвяте схема. След това можете да преминете към основните работни процеси, показани на снимката с инструкции.
- Заварете основата на инструмента от два успоредни канала. Ако предпочитате, можете да използвате само метална плоча с дебелина 5 мм или един широк канал.
- Поставете лагери на валовете и заварете две такива конструкции към основата. Препоръчително е да ограничите валовете с метални ленти или да ги поставите във вътрешността на каналите.
- Поставете зъбните колела и ги заварете заедно с веригата между тях.
- Изрежете и заварете страничните водачи на притискащото устройство към основата.
- Поставете лагерите върху вала на пресата и сглобете конструкцията на пресата със страничните ограничители с помощта на планки или ламели.
- Направете основа за втулката и я заварете към плочата. Завийте затягащия винт.
- Заварете към горния ръб на стягащия винт и към задвижващия вал на тръбния шлюз.
- Смажете лагерите с машинно масло.
Няколко полезни съвета.
Галерия със снимки
Снимка от
Можете да заварите тръбния огъвач към съществуващата метална рамка, вместо да използвате канали.
Валът е подложен на голям натиск при срязване, затова се уверете, че външният заваръчен шев е здрав.
Ако веригата се скъса, тя може да се разхлаби и да се постави на вече заварените зъбни колела.
Водещите ленти трябва да са напълно успоредни, в противен случай пресата постоянно ще се задръства.
Парчета от остатъка от канала могат да се използват за водене на пресовия вал.
Втулката и винтът трябва да имат широка и дълбока резба, така че да не се изплъзват след няколко натискания.
Добре е да не се пести от дължината на лоста на ръкохватката: колкото по-дълъг е той, толкова по-голям въртящ момент може да се развие.
Основата на тръбния огъвач трябва да бъде здраво закрепена към опората, в противен случай инструментът ще се клати и преобръща.
Заваряване на два канала заедно
Заваряване на вала към основата на огъвачката на тръби
Поставяне на веригата върху зъбното колело
Вертикална направляваща релса за заваряване
Сглобяване на пресата за валцуване от канала
Заваряване на втулка с резба върху плоча
Винтови и задвижващи ролкови врати
Огъвач на охлюви в експлоатация
След като огъвачът на тръби е сглобен и тестван, е възможно конструкцията да се боядиса с боя за защита от корозия, за да се запазят по-добре заваръчните шевове. За да се улесни работата, към направляващите релси допълнително е прикрепена пружина, която връща пресата в горното ѝ положение.










Какви тръбни трансформатори са налични
Трансформирането на кривината на тънкостенни тръби с малък диаметър е доста достъпна стъпка в получаването на метални заготовки за конструкции от рамков тип.
Достатъчно е да разгледате чертежите и снимките на огъвачките за тръби, тъй като става ясно, че конструктивно те имат много общо:
- база (опора, спирка);
- рамка (отворен или затворен тип);
- ламели, тръбни ограничители или държачи;
- винтове или скоби за закрепване;
- налягане, механично или работно устройство (алтернативна енергийна част).
Алуминиеви, стандартни стоманени и метални/пластмасови тръби могат да бъдат оформени с най-простото ръчно устройство тип шаблон.
Повечето огъвачи на тръби приличат на компактна машина, но те имат своя собствена класификация:
- според вида на действието върху тръбите (валцуване, навиване, изтегляне, валцуване);
- Преносимост (стационарна или преносима).
Видът на задвижването също се различава:
- електрически;
- ръководство;
- хидравлични;
- електрохидравлични.
Ако използвате електрическо задвижване или хидравличен повдигач, той ще поеме цялата сила и ще спести време и усилия. Но конструирането му изисква поне основни познания и опит в конструирането на домашни машини за металообработка. Но такива устройства са многократно по-евтини от готовите приспособления и многократното им отдаване под наем.
Най-популярните и най-прости от тези устройства са ръчните огъвачки. Чрез огъване на участък от профилирана или стандартна тръба около част от нейната обиколка, участъкът от тръбата се трансформира до необходимия ъгъл или кривина.
Обикновено огъване на тръби
В домашната работилница могат да се изработят няколко вида огъвачи на тръби. Много зависи от нуждите на потребителя на устройството. В ситуация, в която човек трябва непрекъснато да огъва медна тръба с малък диаметър под прав ъгъл, изработването на стационарен огъвач на тръби с рамка за чупене на джак изглежда като прекомерна загуба на време и усилия.
По-долу са представени някои от най-лесните и прости огъвачи на тръби за вашите нужди.
За кръгли тръби
Най-простият огъвач на тръби с минимален брой части е ръчно устройство, състоящо се от основа, две ролки, ограничител и лост.
Той е предназначен за огъване на кръгли тръби под прав или по-малък ъгъл.
Основата може да бъде обикновена метална плоча. В центъра му е закрепена макара. Към оста на първата ролка е прикрепена U-образна скоба. Краят на скобата продължава с лост, а в средата на колчето е монтирана втора ролка, която се върти свободно. В долната част на първата ролка има ограничител, който не позволява на тръбата да се завърти.
Механизмът на този огъвач на тръби е много прост. Кръглата тръба се поставя между ограничителя и първата ролка. Скобата докосва ограничителя с единия си край, а тръбата е захваната между двете ролки. Чрез завъртане на скобата с помощта на лост майсторът упражнява натиск върху края на тръбата и постепенно втората ролка обикаля около първата, неподвижна ролка. Тръбата, притисната между тях, се извива около радиуса на неподвижната шайба.
От заместник.
Монтажът се опростява поради факта, че за свързване на горната притискаща и долната притискаща ролка не е необходима рамка. Достатъчни са два канала, достатъчно дълбоки, за да могат да се пробият дупки в стените за валовете на ролките.
Върху широката основа натисковите ролки са монтирани на разстояние най-малко 400-600 mm една от друга. Върху тясната основа е монтирана единична ролка, която се върти с помощта на лост с достатъчна дължина. След това конструкцията се поставя в клещи, тръбата се поставя между ролките и се затяга. Със завъртане на лостовата дръжка тръбата или профилът се изтеглят през ролките.










Този модел е удобен с това, че е възможно най-преносим и може да се извади от кутията с инструменти само при нужда.
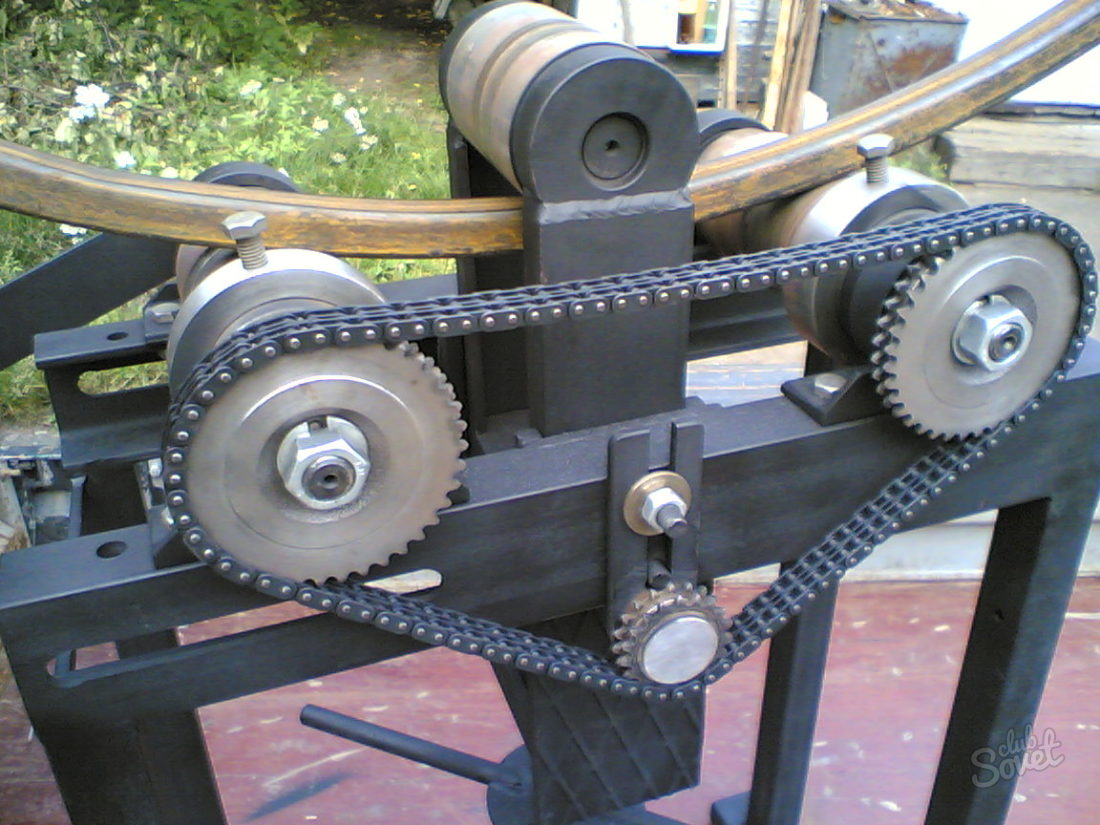
Домашен ролков огъвач
Ролковият огъвач може да има различни конфигурации. Той може да бъде както прост ръчен механизъм, състоящ се от два лоста, ролка и притискаща ролка, така и доста сложно подвижно устройство с електрическо или дори бензиново задвижване.
Ключовата характеристика на този огъвач на тръби са ролките, които пресоват тръбата, като се търкалят по нея, или я притискат от различни страни. В зависимост от напречното сечение на ролките устройството се шлифова за кръгли или профилирани тръби.
В първия случай вътрешната повърхност на валяка между двата хребета е вдлъбната, а във втория случай е плоска.
Чертежи:
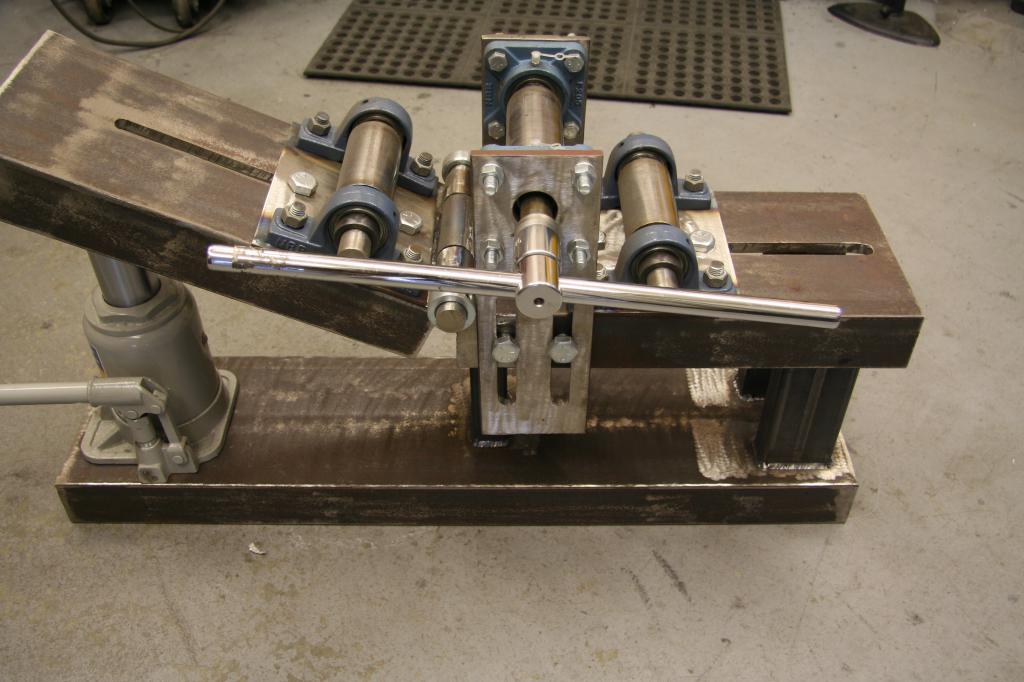
От жака
За повдигане на тръби се използва хидравличен крик. Употребата му е оправдана при кръгли и профилирани стоманени тръби, с голям диаметър или с дебели стени. Като се има предвид, че хидравличният повдигач може да вдигне повече от три тона, изглежда, че диаметърът и дебелината на тръбите, които можете да огънете, са по-скоро ограничени от конструкцията на самата система и от това дали можете да издърпате лоста, докато дърпате детайла.
Чертеж и размери:
Благодарение на достатъчно дългото рамо на лоста за завъртане на ролките този тип огъвачка на тръби изисква най-малко физическа сила при работа със сериозни материали.
Тип арбалет
Използва се, когато детайлът се огъва на къса дължина.
Името на огъвачката на тръби идва от металната триъгълна рамка, разположена успоредно на земята.
В горната част на тази рамка има две опори, ориентирани към кръгла или оформена тръба (това зависи от формата на нарезите на опорите). В третия връх има пръчка с удар, т.е. дъга, извита навън. Обикновено се използва хидравличен цилиндър за притискане на перфоратора към тръбата, която се деформира между двата ограничителя. В дома е най-лесно да го замените с хидравличен крик.
Чертеж на самоделна машина за огъване на тръби тип "арбалет":
Така, за да направите огъвачка за тръби с арбалет, оборудвана с хидравличен повдигач, трябва да заварите триъгълна рамка, в чиито върхове ще бъдат разположени ограничителите и щангата за налягане.
Класификация на уредите за огъване на тръби
Устройствата за огъване на стоманени тръби се разделят на:
- по отношение на мобилността (стационарни и преносими);
- по тип задвижване (ръчно, електрическо, хидравлично, електрохидравлично);
- по метода на въздействие (валцуване (огъване на валяк), навиване, въздействие с пръчка (огъване на арбалет), валцуване).
Същността на влиянието на огъването на тръбата върху нея е следната.
Търкаляне .
При този метод единият край на тръбата се притиска и с помощта на фиксиран шаблон се прави необходимото огъване на тръбата. За огъване на продукта около шаблона се използват притискащи ролки.
Чертежи на огъвачките за навиване
Навиване
При това устройство тръбата се притиска към подвижен шаблон (ролка), върху който се навива, като се разтяга между въртяща се ролка и специален ограничител, монтиран в началото на точката на огъване.

Схема на огъвачка на тръби на принципа на навиване
Огъвачи на арбалети
При този огъвач тръбата се подпира на две неподвижни ролки, а огъването се извършва с помощта на приспособление, монтирано върху подвижно бутало. Шаблонът притиска центъра на фиксирания участък от тръбата, като по този начин му задава желания ъгъл на огъване.








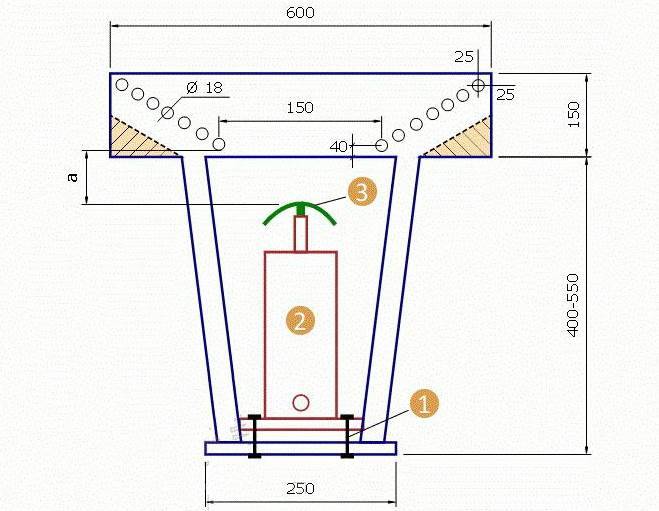
Огъвачът е проектиран, както следва: 2 - гнездо, 3 - обувка (перфоратор)
Търкаляне или търкаляне
Желаният радиус на огъване се постига с тривалково устройство, чиято основна конструкция се състои от две опорни и една централна ролка. Централната ролка упражнява натиск върху тръбата, чиято позиция определя радиуса на огъване. е по-универсалната машина, при всички останали машини радиусът на огъване зависи от използвания калибър.

Ръчен огъвач на тръби с компактни размери
Изработването на тръбен огъвач на принципа на навиване не е лесно, така че такова устройство се изработва предимно по промишлен метод. Методът на арбалета има още един съществен недостатък: натискът от пръчката с прикрепения към нея шаблон, който се нарича обувка, се концентрира в горната ѝ част. Този метод на огъване на тръбата води до нейното значително разтягане по външния радиус на огъване, което може да бъде съпроводено с намаляване на дебелината на стената и дори с разкъсване на стената. Особено методът "арбалет" не се препоръчва за огъване на тънкостенни продукти.

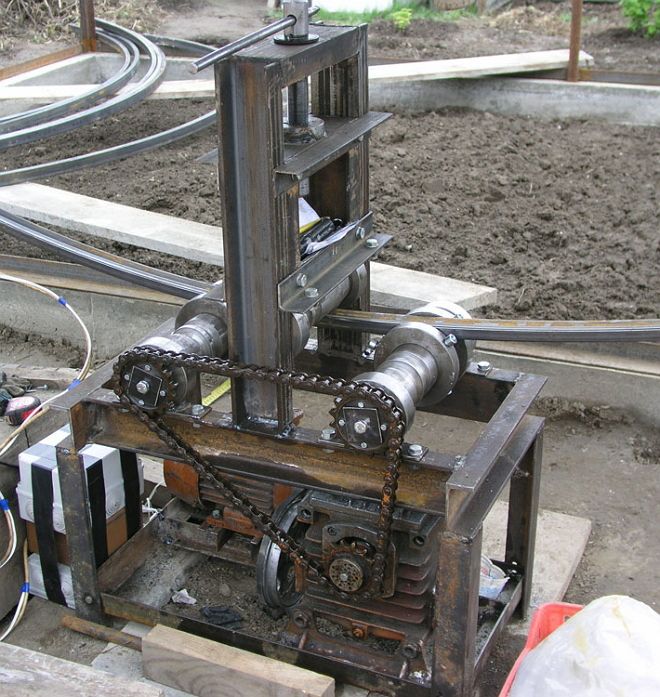
Пример за домашно изработено огъване на тръби от подвижен тип
Машината, работеща на принципа на търкаляне (валцуване), практически няма всички горепосочени недостатъци, тази технология се използва при производството на огъвания във фабриката.
Машината за огъване на тръби, изработена от собствените ви ръце, може да има различен дизайн. Изборът на типа му трябва да се основава на радиуса, от който се нуждаете. Съществува списък с препоръки, в съответствие с които изборът на конкретен модел на устройството за огъване на стоманени тръби. Важните параметри, които трябва да се вземат предвид, са дебелината на стената на тръбата и нейният общ диаметър. Преди да започнете работа с огъвачката за тръби, е добре да се запознаете с таблицата, показваща максималните възможни радиуси на огъване за стоманени тръби.
Зависимост на радиуса на огъване от диаметъра на тръбата и дебелината на стената
За да се получи радиус на огъване, по-малък от посочения в тези препоръки, е необходимо да се използва горещо валцоване, което се използва предимно в производствени условия. Горещото валцуване е по-трудно за създаване в домашни условия, така че е много по-рядко да си ги направите сами, като предпочитате валцуването.
За да извършите сами горещото валцуване на тръба, е възможно да прибегнете до използването на огъвачка за тръби, направена от самия него, но при условие че тя е изцяло изработена от метал и леглото ѝ е изключително надеждно. За подобна технологична операция ще е необходима и горелка или газова горелка.
Какъв вид огъване?
От какъв вид огъване се нуждаете? Това е вторият фактор, който определя вида на тръбния огъвач, необходим за работата.
Следните видове тръбни огъвания се изискват най-често в домашните приложения (вж. също фигурата):

Видове огъвания на тръби
- Общи приложения - всички видове разпределителни тръбопроводи, вентилационни системи, захранващи линии, компоненти за производствено оборудване, машини, механизми и др. Огъването е предимно по размери или за допълнителен монтаж до малък радиус; по-рядко до среден радиус. Допустими са дефекти в частите на водопроводите и входните устройства. Извивките на частите на газопроводите и паропроводите, частите на техническите устройства са без дефекти по подразбиране, освен ако в спецификацията на продукта не е посочено друго.
- Строителните огъвания са тръбни огънати части на строителни конструкции, които могат да понасят експлоатационно натоварване за дълъг период от време без риск от внезапно счупване. Огъването се извършва почти изключително по профил спрямо размера при големите радиуси, а понякога и при средните радиуси. В търговското земеделие най-популярният тип този компонент са арките от профилирани тръби за оранжерии и други стопански постройки. Допустимите дефекти включват изтегляне на не повече от 5% от площта на напречното сечение на тръбата.
- Архитектурни форми - радиусът на завой се редува (в едната посока, а след това в другата) от малък до голям. Поради "потъванията" в профила на огъване, носещата способност е много по-ниска, отколкото при конструктивни дъги със сравними размери. По същата причина е възможно и внезапно счупване на част, която не е била износена. Огъването е по профил за модернизация; рядко по размер. Област на приложение предимно леки нежилищни конструкции за озеленяване: беседки, ниши, цветни коридори и тунели, декоративни решетки, огради и др. В конструкциите на жилищни и временно обитавани сгради те се използват само заедно с допълнителни носещи елементи. Допустимите дефекти са приемливи, най-често до 20-25% от площта на лумена.
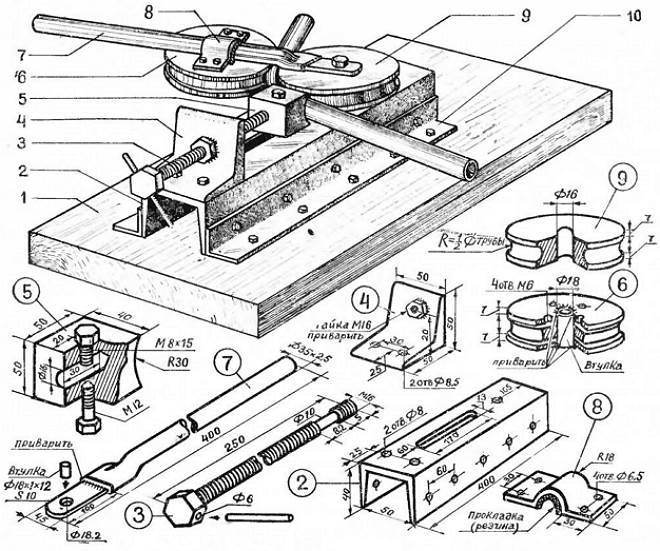
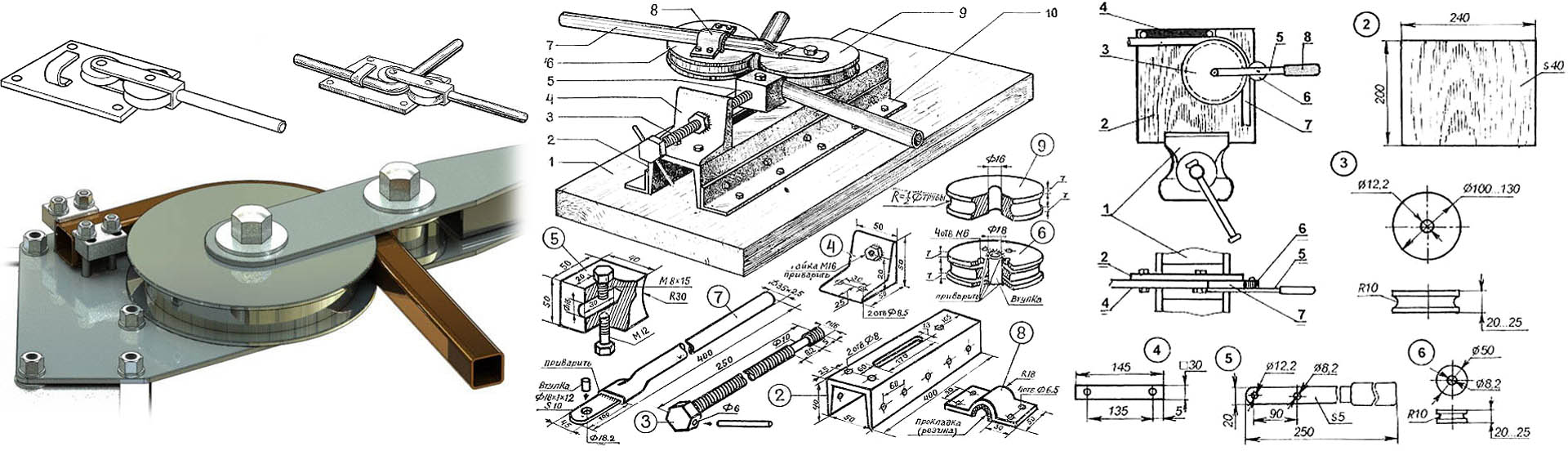
Изработване на огъваща машина за тръби с намотка
Принципът на работа на тази огъваща машина е същият като на предишната, но вместо от въртящ се валяк, детайлът се огъва от плъзгащ се ограничител, който се движи по хоризонтални водачи.
Огъвачът за навиване на тръби съдържа:
- Профилиран сектор, чийто ъгъл определя максималния допустим ъгъл на огъване.
- Къс вертикален вал, който може да се върти свободно в сачмен лагер.
- Две съседни ролки, които образуват подвижен ограничител.
- Едностранни водещи релси.
- Краен ограничител на движението, който предотвратява непреднамереното преместване на ограничителя по време на работа.
- Предпазна вилица, която обхваща профилирания участък и увеличава точността на позициониране на детайла.
Конструкцията е по-сложна, но позволява деформация в тесни пространства, а ъгълът не се променя чрез смяна на ролките, а просто чрез регулиране на първоначалната позиция на притискащото устройство. Този огъвач се предлага с хидравлично или електрическо задвижване.
Ръчно оформен огъващ механизъм
Ръчното огъване по шаблон е най-простата технология за всяко (включително пространствено) огъване на тръби. Често се използва с детайл, нагрят в огънатия участък (например с пламъчна горелка или духалка): пластичността на метала се увеличава, а силата на деформация - намалява.
Описание на огъвачката:
- Анкерна скоба, в която се поставя тръбата.
- Подвижен/сменяем ограничител, чиято ос има вдлъбнатина, съответстваща на дъгата на външния диаметър на тръбата.
- Плоча с отвори за закрепване.
От противоположната страна на ограничителя се прави скос, чийто ъгъл съответства на необходимия ъгъл на огъване (след огъване!).
Всички части могат да бъдат изработени и от обикновена строителна стомана (напр. стомана 45), но ограничителят ще издържи по-дълго, ако е изработен от инструментална стомана, например U10A.
Стъпките за инсталиране са следните. Монтирайте скобата върху основната плоча и след това монтирайте ограничителя в съответствие с нея. Разстоянието между частите трябва да се вземе предвид по отношение на известния диапазон на съотношенията R/d.







Много е важно да се поддържа препоръчителната стойност на радиуса на кривината при прехода към извитата част на тръбата.
Съгласно ГОСТ 17685-71 те се приемат, както следва
- S/d
- S/d
- S/d
- S/d
Тези граници са валидни за студено огъване. Чрез нагряване на деформираната част (до максимум 1500°C) горните стойности могат да бъдат намалени с 12...15%. За този тип огъване няма ограничение за максималния ъгъл, но ъгъл, по-голям от 450, ще доведе до образуване на гънки върху детайла и до загуба на първоначалната форма на тръбната секция.
Класификация на дизайна на машината за огъване на тръби
Преди да пристъпите към производството на тръбен огъвач със собствените си ръце, е необходимо да разберете какви варианти на устройства има. Познавайки вариантите на машините за огъване на тръби, няма да е много трудно да изберете най-добрата за себе си, за да я приложите у дома от импровизираните средства. Разглежданите устройства са класифицирани в зависимост от тези фактори:
Вид местоположение - стационарно и мобилно
Вид на задвижващия механизъм - ръчен, електрически и хидравличен
Как да повлияем на материала
Именно на този критерий трябва да се обърне специално внимание, тъй като според вида на удара огъвачите на тръби могат да бъдат ролкови, арбалетни, навиващи и подвижни.
Много хора не осъзнават как се различават всички тези устройства по отношение на начина им на работа, така че нека разберем характеристиките на всяка разновидност, преди да опишем как да направим огъната тръба с огъвачка за тръби.
За какво ви е необходима машината
За да огънете профилна тръба, не е необходимо да се обръщате за помощ към магазин за метали или да купувате специален инструмент. Можете да го направите с помощта на два метални стълба, заровени в земята. Съществен недостатък на този метод обаче е, че са необходими физически усилия. Резултатът е небрежно огъната тръба, която не е подходяща за изграждане на оранжерия, арка или други продукти.
Тръбният огъвач е проектиран така, че да може да произвежда добре извити форми на тръби. Впоследствие тези елементи се използват за изграждане на арки, оранжерии, плочи, перголи, огради и др. Ако искате да построите оранжерия у дома, ще трябва да си направите домашен огъвач на тръби. Ако разполагате с подходящите продукти и инструменти, няма да е трудно да направите огъвача сами.
За да направите ролково огъване за профилна тръба със собствените си ръце, трябва да се погрижите за чертежите. Те се използват за изчисляване на количеството на необходимия материал, както и на разходите за изработване на машината.

На чертежа се вижда планираният дизайн на продукта, който зависи от наличните материали.

Повечето занаятчии се спират на изработката на машини за огъване на тръби от преден тип. Тези продукти се състоят от следните компоненти:
- Ролки, представени под формата на кръгла стоманена тръба (броят на необходимите ролки е 3 броя).
- Веригата, която задвижва ролките.
- Шарнирните валове.
- Механизмът, който задвижва устройството.
- Профили, които се използват за изработване на основата или рамката.
Заслужава да се отбележи, че съществуват огромен брой варианти за производство на въпросните продукти, но всички те функционират на принципа на валцуване или валцуване. Именно този принцип на огъване на тръбата позволява да се намали рискът от счупване и напукване на тръбата.
Обикновеният огъвач на тръби прилича на машина, в която се поставя профилна тръба, след което се завърта дръжка, която на свой ред премества тръбата и се образува завой.
При проектирането на домашно приготвено устройство в домашни условия е важно да се има предвид, че параметрите на огъване ще зависят от самата конструкция. Колкото по-близо са разположени притискащите ролки една до друга, толкова по-малък е ъгълът. Това е интересно: Как да си направим кокошарник за кокошки носачки: подробен анализ
Интересно: Как да си направим кокошарник за кокошки носачки: Подробно разбиране
Заключение и полезно видео по темата
Следващите видеоклипове ще ви помогнат да видите горните съвети за изработване на домашни огъвачи на тръби в действие, както и да ви запознаят с допълнителни възможности за сглобяване на тези инструменти от импровизирани материали.
Видеоклип #1. Огъвач за тръби с навиване от подвижен тип:
Видеоклип #2. Изработване на огъвачка за тръби:
Видеоклип #3. Сглобяване на огъвачката на тръби от главините:
Видеоклип № 4. Изработване на огъващ се охлюв:
Видовете домашни инструменти за огъване на метални профили не се ограничават до предложените варианти, тъй като тръбният огъвач със собствените си ръце може да бъде направен от всички налични части в домакинството.
Основното нещо е да се конструира механизъм за притискане, който да избутва тръбата между двете стойки или ролковата система, за да се деформира целият профил наведнъж.
Искате ли да разкажете за изработването на тръбен огъвач със собствените си ръце? Имате ли в арсенала си версия на инструмента, която не е описана в статията? Моля, пишете в полето по-долу, споделяйте полезна информация, снимки по темата на статията и задавайте въпроси.



