- Как да приготвяме паста на котлон?
- Подготовка на работното място
- Какво представлява електрическото заваряване и защо ми е необходимо у дома?
- 1) Ръчно електродъгово заваряване
- 2) Полуавтоматично заваряване с газ
- 3) Автоматично заваряване с потопена дъга
- Относно техниките за формиране на заваръчни шевове
- Шев на кръста
- Шев на тавана
- Заварка Tavra (с едностранна филетка)
- Заварка за закрепване
- Какво представлява електрическото заваряване?
- Инверторна конструкция за заваряване
- Как да изберем правилната паста?
- Влияние на скоростта на подаване на електрода
- Свързване на тръби чрез електрическо заваряване
- Електрически заварени метални фитинги
- Електрически заварен полиетилен
- Залепване и електрофузия
- Как да се подготвим за заваряване на електрически тръби
- Техническо оборудване за домашния заварчик
- Технология за електрическо заваряване
Как се готвят макаронени изделия на печката?
Италианците казват, че е лесно да се приготви този продукт, но да се направи правилно е много по-трудно. Ценителите на добре сварената паста я предпочитат да бъде приготвена "ал денте", което на италиански означава "на зъб".
Нека разгледаме как да приготвяме добре паста на котлона, като използваме за пример малки предмети като черупки, спирали, шишарки и лъкове.
Необходими са ви следните съставки:
- Вода - 1 л;
- Основна съставка - 100 гр;
- Сол - 10-11 грама.
Много е важно да се вземат предвид пропорциите, в противен случай основният компонент няма да има достатъчно място, поради което ще стане твърде лепкав и времето за готвене ще се увеличи. Друго нещо, което трябва да се вземе предвид, когато става въпрос за правилно готвене на паста, е изборът на тенджера.
За предпочитане е тя да има дебели и високи стени. Това ще попречи на водата да достигне до краищата.
Как да готвя макаронени изделия на котлона?
Процесът на готвене протича по следния начин:
- Поставете съд с вода върху котлона, като запалите максимално огъня, налейте водата и я посолете, когато заври;
- Сложете основната съставка в него;
- След известно време течността ще започне отново да кипи, след което трябва да намалите газта. Преди това разбърквайте непрекъснато макароните, за да не залепнат поради отделеното от тях нишесте. Ако не го направите, пастата, която в тази статия е показана как да приготвите, ще се слее на бучки. Те ще залепнат за дъното и стените на тигана;
- Ако искате да разберете как да приготвите паста с лъкове например или друга средна по размер паста (спирала, рожков, черупки), трябва да знаете колко време ще ви отнеме. Времето за готвене е около 5 минути. Ако приготвяте малки продукти, като например тънка и фина юфка, времето за готвене след кипване на водата е 3-4 минути;
- Проверете дали са готови, като ги притиснете, и ако са станали твърди, можете да изключите котлона;
- Незабавно прецедете ястието в гевгир, за да се отцеди напълно течността;
- Включете студената вода на пълна мощност, за да изплакнете пастата, която ще стане още по-крехка.
Когато пастата е готова, можете да я поднесете като гарнитура към всякакъв вид ястия - месо, риба, зеленчуци и т.н. Някои домакини предпочитат да ги запържат преди сервиране с масло, за да подобрят вкуса им. Можете да добавите малко от тази съставка към горещо ястие, без да пържите, но не разбърквайте, а разклатете затворения тиган, за да се разпредели равномерно по ястието.
Процесът на приготвяне на макаронени изделия, така че да не се разпаднат, заслужава специално умение. Необходими са ви следните съставки:
- Основната съставка - 6-8 парчета;
- Вода - 2 литра;
- Зехтин - 1-2 ч.л.
Пригответе продукта, както следва:
- Сварете необходимото количество вода в тенджера;
- В отделен съд (можете да използвате тиган с широко дъно) поставете основната съставка, така че макароните да са свободно разположени в нея;
- Залейте макароните с вряла вода и ги посолете;
- Оставете ястието да заври и гответе 4-5 минути;
- Извадете я в чиния с помощта на лопатка;
- Ако желаете, можете да добавите подправки към ястието на вкус;
- Сервирайте го като обикновена гарнитура - с месо, риба, зеленчуци, сирене, колбаси и т.н.
Процедурата за готвене на макаронени изделия с гнездо предполага, че те трябва да запазят формата си. На първо място, за това спомага фактът, че първоначално те се заливат със силно вряща вода, което спомага за фиксиране на формата. Второ, основната съставка се изважда с решетъчна лъжица, за да може да се прехвърли в чиния, както е приготвена.
Гледайте този видеоклип в YouTube
Подготовка на работната повърхност
Как научете се да заварявате с електрически заваръчен апарат за кратко време? Не можете да се справите за един ден, но ако приложите съветите от различните видеоклипове и подготвите всичко необходимо на работното си място, можете бързо да се заемете с работата.
За да се научите да заварявате с инвертор, се нуждаете от пластина за запалване на електрода. Невинаги е възможно масата да се свърже с обработвания детайл, затова е необходима малка метална маса или основа.
Заварчикът трябва да има под ръка чук, за да закрепи правилно металните части, уред за отстраняване на шлака и пожарогасител (пясък или пожарогасител).
Важно е да заварявате метал с инвертор, като сте добре защитени от опасности. Независимо от мястото на работа (вкъщи или на работното място) всеки заварчик трябва да има:
- Защитна маска със светлинен филтър, подходящ за осветлението на работното място (филтър № 5 няма да се вижда на закрито, а № 3 ще заслепява очите на улицата);
- брезентови ръкавици за защита от топлина и пръски;
- плътни, незапалими дрехи, които не са прибрани зад кръста;
- ботуши;
- Шапка за предпазване от летящи капки шлака.
Какво представлява електрическото заваряване и защо ми е необходимо у дома?
За да разберете този термин, трябва да прегледате училищния си курс по физика и да разберете процесите, свързани със заваряването на части. Тези знания ще помогнат на заварчика да прави по-добри заварки, защото разбирането на основите на електрическото заваряване ви позволява да работите съзнателно, а не да разчитате на модела на другите.





Електрическото заваряване (електродъгово заваряване) е производство на неразрушими съединения чрез кристализация на пълнителя и основния материал.

По време на процеса на образуване на шева основата и електродът временно се стопяват и се образува заваръчна вана. След като повърхността се охлади, материалите се сливат на молекулярно ниво (синтез), като кристализират в заварка, която е толкова здрава, колкото и останалите части на основната повърхност.
| Предимства на електрическото заваряване | Недостатъци на електрическото заваряване |
|---|---|
| Конструктивна простота. | Вредни ефекти на електромагнитното излъчване и светлината. |
| Универсалност на използване независимо от пространственото положение - вертикално, хоризонтално, 45 градуса и т.н. | Производителността се определя от уменията на заварчика. Ако това не е налично, крайният резултат ще бъде катастрофален. |
| Голям брой метали, които могат да се съединяват с помощта на електродъгово заваряване. | От занаятчията се изискват основни умения за използване на машината + 30 или повече часа практически опит в прости условия. |
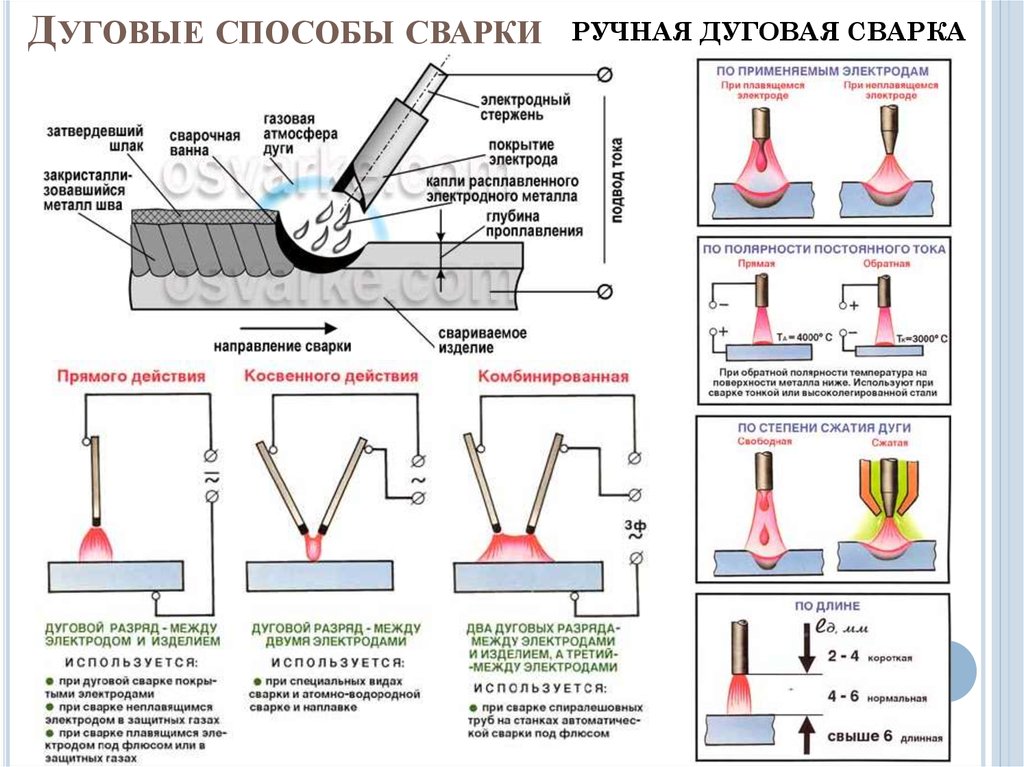
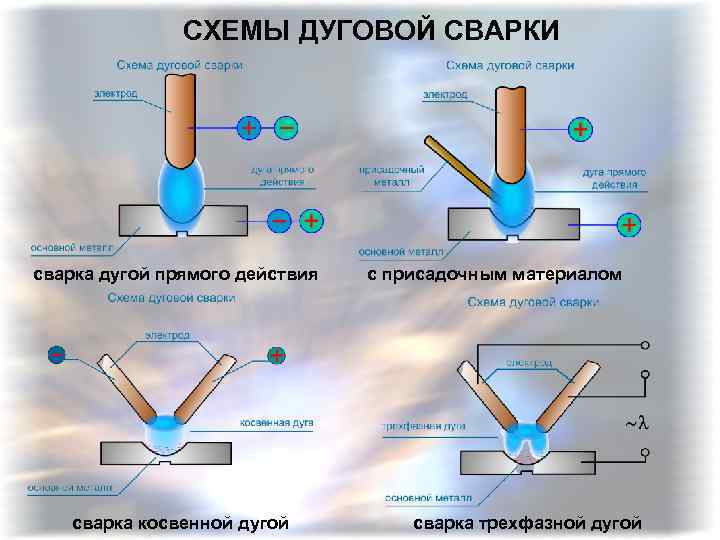
Електродъговото заваряване се класифицира въз основа на много критерии - ниво на механизация на заваръчния процес, вид на тока и неговата полярност, дъга, характеристики на електрода, метод на защита на зоната и т.н. Нека разгледаме класическото разпределение - ръчно електродъгово заваряване, полуавтоматично електродъгово заваряване и автоматични видове електродъгово заваряване.
1) Ръчно електродъгово заваряване
Най-трудният вариант за прилагане за неопитния заварчик, тъй като по-голямата част от работата трябва да бъде извършена със собствени ръце. Технологията се регулира с други точки от ГОСТ 5264-80. Вземат се предвид видът на връзката, формата на ръбовете, естеството на заварката, напречното сечение и дебелината на заваряваните елементи.
Недостатъците на ръчното заваряване са отрицателното въздействие на продуктите от разлагането/светлината върху човешкото тяло и сравнително ниската ефективност на работата в голям мащаб. Нискоквалифициран човек няма да може да управлява дъгата правилно при работа с ръчно заваряване, затова методът определено не е за начинаещи.
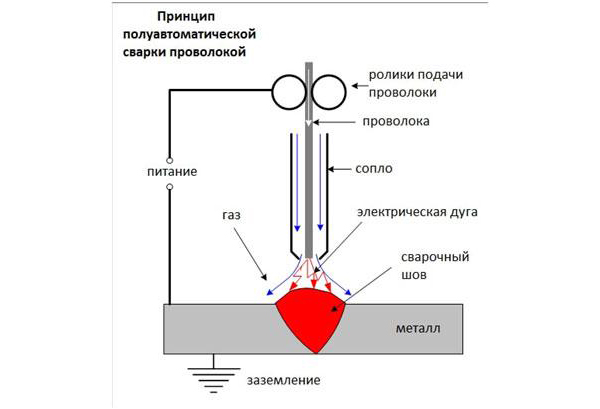
2) Полуавтоматично газово заваряване
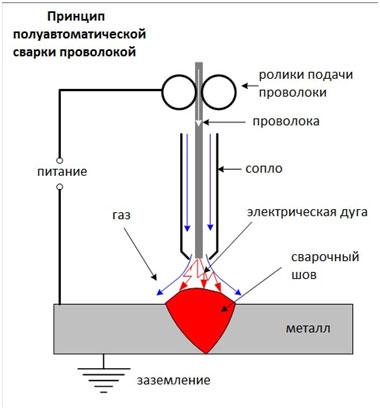
Метод на свързване 2 се характеризира с използването на подвижен стопяем електрод + наличието на защитен газ. Вторият действа като бариера между външната среда и дъгата.
Екраниращият газ е аргон, въглероден диоксид, хелий или техни комбинации в определени пропорции. Процесът на заваряване се извършва чрез преминаване на тел през газова дюза, която я разтопява. Дължината на дъгата се контролира автоматично, а посоката на движение и скоростта остават под контрола на заварчика. Техниката на работа може да се извършва и без газова обвивка - използва се специална самозащитна тел с включвания на силиций, манган и други метални елементи с дезоксидиращи свойства.
3) Автоматично заваряване с потопена дъга
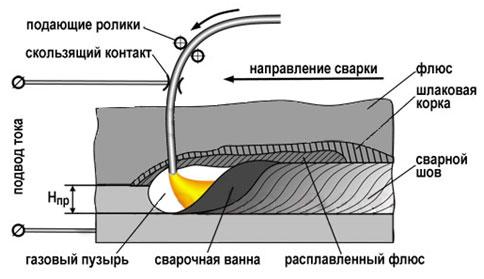
Метод с повишена производителност и минимални загуби на електрод. Заварчикът не трябва да се притеснява за пръски, а зоната на заваряване е възможно най-безопасна по отношение на образуването на оксиди и други вредни примеси в заваръчния шев.
Алгоритъм на процеса на заваряване:
- Подаване на тел с помощта на специални ролки.
- Електрическият ток се подава към проводника посредством плъзгащ се контакт.
- Електродът започва да се движи по заваръчната маркировка.
- Флюсът се изсипва от бункера на машината и при изпаряването му се образува газов облак, който предпазва дъгата от външни въздействия.
- Образуване на шевове.
- Почистване на шлаковата кора.
- Събиране на излишния флюс за повторна употреба.
Работното оборудване не изисква операторът да използва специална защита на очите. Чрез автоматизиране на процеса субективното влияние на заварчика се свежда до минимум и следователно рискът от грешки намалява драстично.
За техниките за заваряване
Преди да се научите да заварявате сами, трябва да овладеете различни техники на заваряване за съединяване на метални части. Да знаете как да държите и движите дъгата е от съществено значение за доброто заваряване. Ако дъгата е твърде дълга, металът се окислява и се насища с азот, разпръсква се на капки и образува пореста структура.
Заваряване с припокриване
Заваръчната дъга се движи постепенно по оста на електрода. По този начин се поддържа желаната дължина на дъгата, която се влияе от скоростта на топене на електрода. Дължината на електрода постепенно намалява, както се увеличава разстоянието между електрода и заваръчната вана. За да се предотврати това, електродът трябва да се движи по оста, като скъсяването му е в синхрон с движението към заваръчната вана.
Заварка на тавана
Диаметърът на електрода зависи от дебелината на заварявания материал.
Друг вид мъниста се наричат мъниста с нишка. Този вал се образува чрез преместване на електрода по оста на заварката. Дебелината на ролката зависи от диаметъра на електрода и от скоростта, с която се движи.







Широчината на мънистото обикновено е 2-3 mm по-голям от диаметъра на електрода. По този начин се получава доста тясна заварка. Здравината му не е достатъчно висока за солидна конструкция. Как да го направим правилно?? Просто преместете електрода по оста на заваръчния шев.
Заварка на Т-образна греда (едностранен разрез)
Напречното движение на електрода по време на работа позволява да се получи достатъчна ширина на шева. Това става чрез реципрочно движение на електрода, чиято ширина се определя за всеки отделен случай. Тук трябва да се вземат под внимание позицията на заваръчния шев, размерът, формата на разреза, свойствата на материала, както и списък с изисквания към конструкцията. Широчината на фугата между 1,5 и 5,0 пъти диаметъра на електрода се счита за нормална.
Заварка с електродно поддържане
Той се формира от доста сложно движение на тройни електроди. Съществуват няколко варианта. Траекторията на класическото електродъгово заваряване трябва да е такава, че ръбовете на съединяваните части да се разтопят и да се образува достатъчно количество разтопен метал за образуване на заварка с определена форма.
Какво представлява електрическото заваряване?
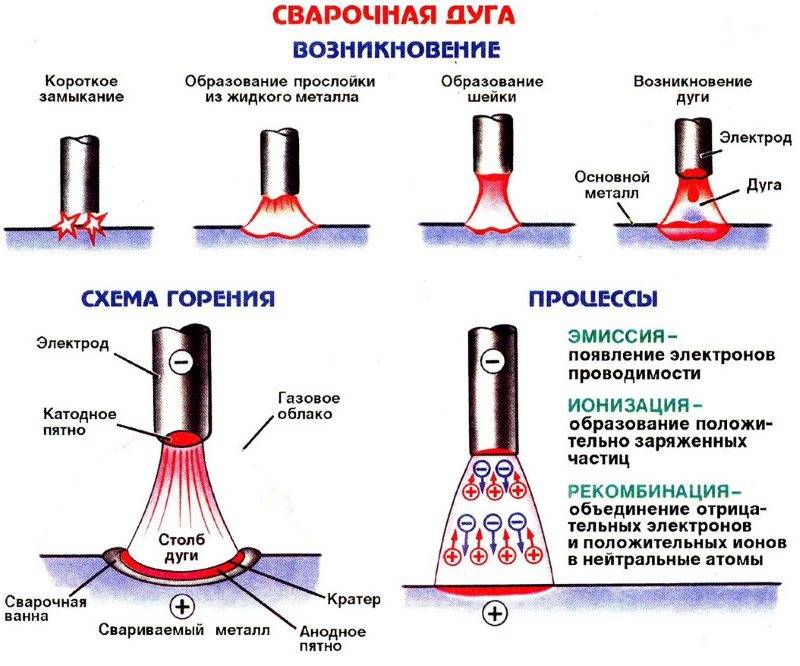
Електрическото заваряване е метод на заваряване, при който електрическа дъга се използва за нагряване и последващо разтопяване на метали. Температурата на дъгата достига до 7000°C, което е много по-високо от точката на топене на повечето метали.
Процесът на заваряване се извършва по следния начин. Електрическият ток се подава от заваръчния апарат към електрода, за да се създаде и поддържа дъгата.
По време на процеса на заваряване основният метал и металната сърцевина на електрода се разтопяват и смесват, за да образуват здрава и непрекъсната заварка (+).
Когато електродният прът докосне заваряваната повърхност, протича заваръчен ток. Под нейното въздействие и това на дъгата електродът и металните ръбове на заваряваните части започват да се топят. Разтопената течност образува така наречения от заварчиците заваръчен басейн, в който разтопеният електрод се смесва с основния метал.
Разтопената шлака изплува на повърхността на ваната и образува защитен филм. След изключване на дъгата металът постепенно се охлажда и образува шев, покрит с люспи. След като материалът изстине напълно, той се остъргва.
За заваряване могат да се използват както електроди, които не се консумират, така и консумативи. В първия случай в разтопения материал се въвежда запълваща тел, за да се образува заваръчен шев, докато във втория случай това не е необходимо. За създаването и поддържането на дъгата се използва специално оборудване.
Уменията в областта на домашното заваряване са необходими за широк кръг от работни места:
Изграждане на заваръчен инвертор
За да разбере как да използва правилно заваръчния апарат, начинаещият заварчик трябва да се запознае с конструкцията на инвертора.
Заваръчният инвертор представлява метална кутия с вътрешен компонент, която тежи около 7 kg и е оборудвана с дръжка и презрамка за лесно пренасяне. Корпусът на заваръчния инвертор може да съдържа вентилационни отвори, които позволяват по-добър въздушен поток при охлаждането на машината. На предния панел има бутони за превключване на работното състояние, копчета за избор на необходимото напрежение и ток, изходи за свързване на работните кабели, както и индикатори, които сигнализират за наличие на захранване и прегряване на инвертора при заваряване. Кабелът за свързване на машината към електрическата мрежа обикновено се включва в гнездото на гърба на инвертора.

Конструкция на заваръчния инвертор
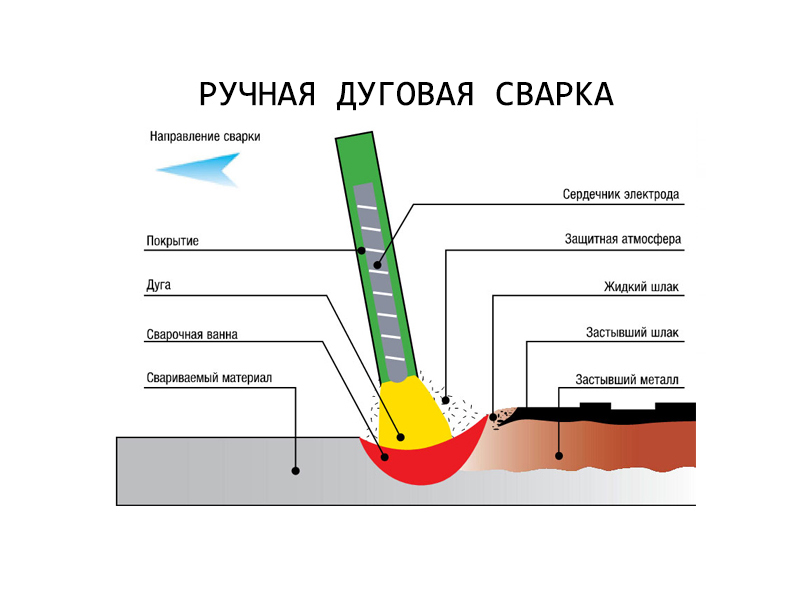
Когато електродът влезе в контакт със заваряваните метални пластини, се създава високотемпературна дъга, която разтопява както елементите на заваръчния прът, така и метала на завареното съединение. Ваната, образувана в зоната на дъгата от разтопените метали на плочите и електрода, е защитена от окисляване от втечнената обвивка на електрода. След като металът се охлади напълно, горната повърхност на заваръчния шев, която е защитена от обвивката на електрода по време на заваряването, се превръща в втвърдена шлака, която може лесно да се отстрани чрез леко механично действие (например почукване).
Важно е да се поддържа равномерно разстояние между метала на завареното съединение и електрода (дължина на дъгата), което предотвратява угасването му. Това изисква постоянна скорост на подаване на електрода в зоната на синтез и плавно водене на заваръчния прът по протежение на заваръчното съединение.
Заваръчна дъга
Как да изберем правилната паста?
Как да изберем правилната паста?
Повечето потребители, които се грижат за здравето си, избягват тестените изделия, тъй като те са нездравословни и вредни за организма. Но правилният продукт може да се отрази добре на организма, затова вземете предвид тези насоки, когато го купувате:
Качествените продукти се състоят от две съставки - брашно и вода. Техният вкус, ползи и вреди, хранителни и енергийни стойности зависят до голяма степен от качеството на основните съставки. Те могат да съдържат и естествени оцветители - сок от спанак, моркови, мастило от сепия, подправки, чието наличие трябва да бъде отбелязано на опаковката;
Трябва да се обърне специално внимание на това от какво брашно е направен продуктът. Тя трябва да е направена от твърда пшеница, която не съдържа мазнини и се усвоява много добре от организма.




Ако като основна съставка се използва мека пшеница, пастата ще съдържа много нишесте, което я прави много калорична и води до увеличаване на теглото;
За да сте сигурни, че използвате качествена закваска от твърда пшеница, обърнете внимание на външния вид на продукта. Повърхността му трябва да е гладка, а цветът му - кехлибарен, жълт със златист оттенък.
Ръбовете му трябва да са гладки, а продуктът да има малки петънца. В опаковката не трябва да има отломки. Ако са направени от брашно от меки сортове, цветът им ще бъде светъл или ще имат блед, неестествен цвят, неравни ръбове, грапава повърхност, леки малки петна, не е изключено наличието на стърготини, трохи в опаковката;
Протеинът е важна съставна част на продуктите от брашно. Ако са висококачествени, направени от твърда пшеница, те съдържат около 12-15 g/100 g. Показател за лошо качество е съдържанието на протеини от максимум 10 g/100 g;
Обърнете внимание на цената - добрата паста е по-скъпа, тъй като принадлежи към премиум класа;
Друг начин за проверка на макаронени изделия като спагетите е да се анализира как се чупят, но това може да се направи непосредствено преди самия процес на готвене. Ако са с добро качество, те се огъват добре, но са здрави, така че не е лесно да се счупят, което не може да се каже за продукти, изработени от меки сортове суровини;
Качественият продукт, след като се сготви, запазва формата си и жълто-златистия си цвят, дори ако е оставен във вода за дълго време;
Добрата паста се характеризира с това, че се вари минимално, така че да не се слепва.
Гледайте този видеоклип в YouTube
Влияние на скоростта на подаване на електрода
Скорост на подаване на електрода заваръчни електроди трябва да се осигури правилната скорост на подаване на разтопения материал. Недостатъчното количество може да доведе до подбиване на цените. Този фактор е много важен както при заваряване с права, така и с обратна полярност.
По време на електродъгово заваряване, поради бързото движение на пръта по протежение на съединението, дъгата може да няма достатъчно мощност, за да нагрее метала. Така се получава плитка заварка, която лежи върху метала. Краищата остават непокътнати.
Бавното придвижване на електрода води до прегряване. Това може да доведе до прогаряне и деформиране на тънък метал.
Съвременните заваръчни машини предлагат широк набор от функции и характеристики. Въпреки това в момента все още човешкото умение определя в най-голяма степен качеството на извършената работа.
Свързване на тръби с помощта на електрическо заваряване
Електрически заварени метални фитинги
Електрически заварените фитинги са приспособления, които спомагат за съединяването на две части от детайли. Съществуват два формата: с резба и заварени. Краища на фитинги с резба - резбата е направена от вътрешната и външната страна на свързващия елемент. Освен това фитингът е скосен, което улеснява заваряването с електрозаваряване.
Много от тези фитинги са прикрепени към детайла с помощта на два елемента: лакът и челен елемент. Първият е с по-голям диаметър от втория, а вторият обикновено е със същия диаметър като заваряваната част.
Електрически полиетилен
Тези части дават възможност за повече електрофузия на съединяваните части. Обикновено допълнителните фитинги от полиетилен се използват за водопроводни тръби от HDPE, които са предназначени за системи с ниско налягане.
 Фитингите от HDPE се монтират върху тръбите чрез застъпване или припокриване. Елементите се държат на място със специален държач. Връзката и тръбата се монтират, след което се нагряват, като се поставят във фитинга.
Фитингите от HDPE се монтират върху тръбите чрез застъпване или припокриване. Елементите се държат на място със специален държач. Връзката и тръбата се монтират, след което се нагряват, като се поставят във фитинга.
Забележително е, че и двата процеса на електрофузия се основават на химическа атака - разкъсване на полимерните молекулни вериги при 170 градуса по Целзий и образуване на нови при втвърдяването на пластмасата.
Залепване и електроразпръскване
Съвременните електротехнически технологии са достигнали ниво, при което е лесно да се справим без тромаво, трудно за използване и остаряло оборудване.
Външната обвивка и нейният монтаж се разтопяват и след като температурата спадне, се създава нова полимерна верига. Резултатът е висококачествен фитинг за електрофузия на полиетиленови тръби, който може да се използва безопасно както в битови, така и в промишлени тръбни системи.
Тези фитинги се характеризират със следните предимства:
- те свързват тръби с диаметър от 20 mm до 400 mm;
- съединението е вътрешно монтирано и може да издържи на работа под високо налягане;
- те са инертни към всички химикали и по този начин са безопасни дори за водата;
- издържат на всички видове пренапрежения.
Фитингите са с голям диапазон - от малки до големи диаметри. Те могат да се използват дори в големи химически заводи.
Можете да използвате трансформатор, за да монтирате фитингите.
Как да се подготвим за електрическо заваряване на тръби
Подготовка: заваръчен апарат, детайл, свързващ детайл, трансформатор в пълен и непокътнат вид.
Тръба под прав ъгъл.
Със скосени ръбове за прецизно рязане.
Тръбата се вкарва във фитинга и се закрепва на предварително маркираното място.
Обезмаслете частите.
След като свържете заваръчния трансформатор към захранването, оформете завареното съединение.
Заваръчната машина се изключва и режимът на нагряване е включен за 30 минути.
Важно е да не премествате нито една връзка или държач! След изключване изчакайте, докато машината изстине напълно.
Устройството е готово за употреба и по-нататъшно свързване!
Техническо оборудване за домашния заварчик
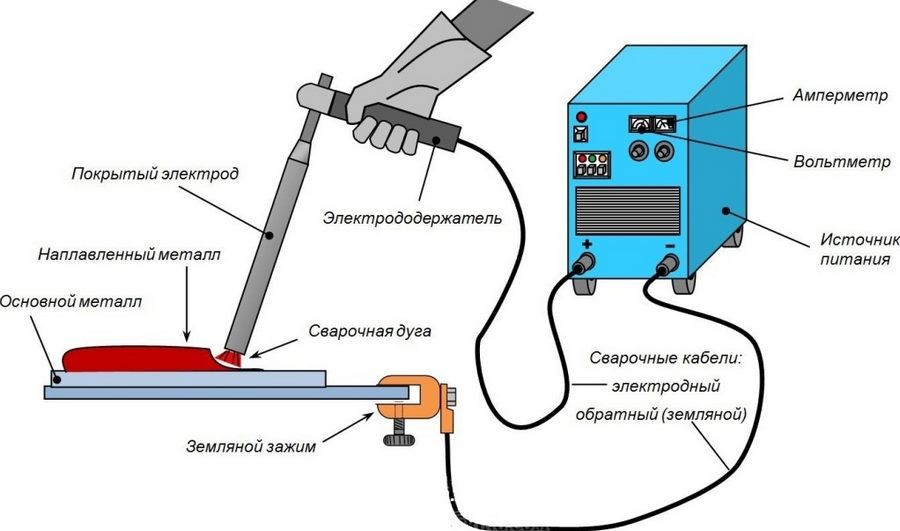
Образуването на дъга в ръчната ЕЕ изисква източник на електрически ток, който осигурява стабилно захранване на ЕЕ с електрическа енергия. И двете са еднакво подходящи за ръчния ES Източници на променлив токкакто и устройства за постоянен ток. При домашна употреба на заваръчното оборудване важна роля играе състоянието на електрическата инсталация, към която ще бъде свързан закупеният заваръчен апарат. Това ще определи вида на оборудването, което начинаещият заварчик ще може да използва.






Важно: Заваръчният апарат може да работи от битова електрическа мрежа в рамките на параметрите на неговите устройства за безопасност и контрол - щепсели и предпазители, прекъсвачи и др. Ако работата на "заваръчния апарат" не отговаря на изискванията на системата за защита на електрическата мрежа, може да се появят трептящи светлини, автоматични изключвания, повреди на уредите в дома поради внезапни колебания на напрежението.
Домашният заваръчен апарат трябва да бъде оборудван със следното
- Източник на захранване.

В днешно време заваръчното оборудване за домашна употреба често се нарича MMA оборудване (Metal Manual Arc). На пазара се предлагат три вида източници на енергия за домашна употреба:
- Трансформатори за заваряване с променлив ток,
- Токоизправители за заваряване, които преобразуват променливотоковото захранване в постоянно,
- инвертори, които могат да се захранват от домашен електрически контакт.
- Комплект захранващи кабели и захранващи проводници с преносими кабели.
- Електродни държачи (с пружинно или лостово натоварване), известни като "държачи".
- Лични предпазни средства за заварчика:
- Топлоустойчиво облекло, обувки, ръкавици или ръкавички,
- щит за лице.
Процедура за електрическо заваряване
Научете се как да заварявате части чрез електрическо заваряване, за предпочитане под ръководството на опитен заварчик. Ако по някаква причина това не се получи, можете да опитате сами. Първото нещо, което трябва да направите, е да организирате работното си място.
Това е много важно, тъй като заваряването е високотемпературен и следователно пожароопасен процес.
Изберете работна маса или друга основа, изработена от негорим материал. Дървени маси и подобни продукти са строго забранени. За предпочитане е в близост до зоната, която ще се заварява, да няма запалими предмети.
Уверете се, че наблизо има кофа с вода, за да отстраните всякакви източници на запалване. Освен това намерете безопасно място за съхранение на остатъците от използваните електроди. Дори и най-малкият може да предизвика пожар.
На пазара се предлагат електроди за заваряване с различни диаметри. Правилният размер на пръта се избира в зависимост от дебелината на заварявания метал.
За първите собствени заварки трябва да подготвите ненужно парче метал и да вземете електродите за него. Експертите препоръчват в такива случаи да се използват 3 мм пръчки. По-малките диаметри се използват за заваряване на тънки листове, които са неудобни за усвояване. Електродите с по-голям диаметър изискват оборудване с голяма мощност.
Започнете с почистването на зоната на метала, където ще се намира заварката. Не трябва да има ръжда или замърсяване.
След като сте подготвили детайла, вземете електрода и го поставете в скобата на заваръчния апарат. След това вземете заземителната скоба и я закрепете здраво към детайла. Проверете отново кабела. Той трябва да е прибран в държача и добре изолиран.
Сега изберете работния ток на заваръчната машина. Това се определя от диаметъра на електрода. Задайте избраната мощност на панела на заваръчната машина.
Следващата стъпка е да запалите дъгата. За целта доближете електрода до обработвания детайл под ъгъл около 60° и много бавно го придвижете към основата. Трябва да се появят искри. Щом това се случи, допрете леко електрода до обработвания детайл и веднага го повдигнете на височина не повече от 5 mm.
Заваръчният инвертор е готов за употреба. Към него са свързани два кабела: един с електродна скоба и един със заземителна скоба.
В този момент дъгата изгасва и трябва да се поддържа през цялото време на работа. Дължината му трябва да е 3-5 мм. Това е разстоянието между края на електрода и обработвания детайл.




Когато поддържате дъгата, не забравяйте, че електродът изгаря и се скъсява при работа. Ако електродът е твърде близо до обработвания детайл, това може да доведе до залепване. В този случай го завъртете леко настрани. Възможно е дъгата да не светне от първия път. Възможно е токът да не е достатъчен, тогава той трябва да се увеличи.
След като начинаещият заварчик се е научил как да запали дъгата и да я задържи на място, можете да започнете да обработвате повърхността. Това е най-простата от всички операции. Запалваме дъгата и започваме да движим електрода много плавно и внимателно по бъдещия шев.
При това извършвайте осцилиращи движения, наподобяващи полумесец с малка амплитуда. Сякаш "загребваме" разтопения метал към центъра на дъгата. По този начин трябва да се получи равномерен, подобен на руло шев. В шева ще се появят малки вълнообразни хълмчета от метал. След като заварката изстине, трябва да свалите скалата в нея.