
- Инструменти за огъване на тръби
- Плоча за огъване
- Огъване на дорник
- Използване на машина за огъване
- Огъване със или без инструменти
- Спомагателни техники за огъване
- Какво може да се огъва и какво не
- Избор на подходящ инструмент
- Класификация на огъвачите на тръби
- Технология за огъване на тръби
- Прости техники за огъване на тръби
- Огъване на ръцете
- Прилагане на горещия метод
- Използваме пясък и вода като пълнители
- Метод на термична обработка
- Радиуси на огъване на тръбите
- Радиуси на огъване на тръбите
- Как да работите с тръбен огъвач у дома
Инструменти за огъване на тръби
Въпросът как да огънем тръба без огъвачка за тръби се решава лесно с помощта на най-простите инструменти. За студено огъване могат да се използват следните устройства.
- В случаите, когато искате да огънете мека (алуминиева) или стоманена тръба с височина на профила не повече от 10 mm, използвайте хоризонтална плоча с отвори, в които се поставят ограничители - метални щифтове. Тези щифтове се използват за огъване на продукта до необходимите параметри. Този метод има два сериозни недостатъка: ниската точност на огъване и фактът, че когато се използва, трябва да се приложи значителна физическа сила.
- Продуктите с височина на профила 25 mm се огъват най-добре с помощта на ролкови огъващи устройства. Тръбата се закрепва здраво в стяга, а към огъваната част се прилага сила с помощта на валяк. Това устройство ви дава по-добър завой, но изисква и физически усилия.

Както се казва, това е опция за бързо решение. Дългият лост на това изключително просто устройство може да се справи с доста дебели тръби
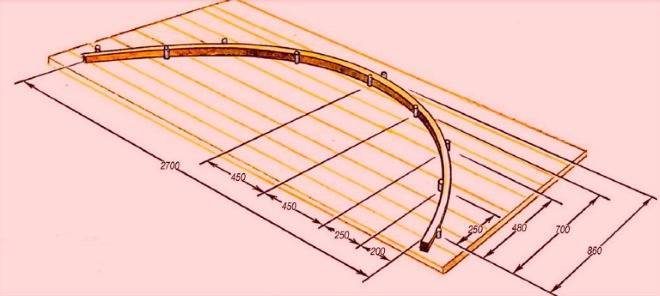
За огъване на стоманени или алуминиеви профилирани тръби с голям радиус на кривина се използват фиксирани, заоблени шаблони, върху които се монтират специални скоби за задържане на продукта на място. Върху такова приспособление тръбата се огъва и ръчно, като се натиска в жлеба на шаблона, чиято форма отговаря точно на необходимия радиус на огъване.

За изработката на приспособлението за огъване са необходими само шперплат и метални скоби.
Плоча за огъване
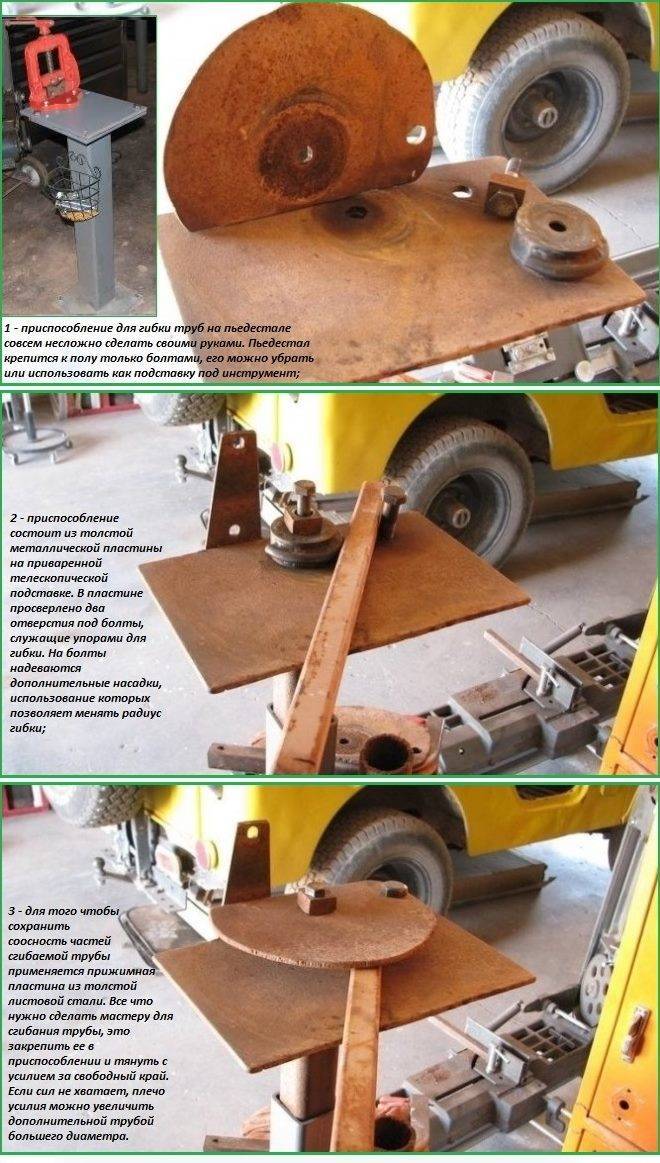
За ефективно огъване на стоманени или алуминиеви тръби у дома можете да направите подобрена огъваща плоча, като използвате следните предложения.
- Плочата представлява панел, изрязан от дебел метален лист.
- Изработеният по този начин панел се заварява към стълба, който се поставя върху специален постамент.
- В панела са пробити два отвора за монтиране на болтове, които служат за ограничители на профилната тръба.
- Върху един от ограничителните болтове се монтира специална втулка, с която се регулира радиусът на огъване.
- За да се осигури подравняване на секциите на тръбите в съседство с огъването, върху заготовката се поставя метална плоча, която се фиксира с болтове.
Огъване на дорник
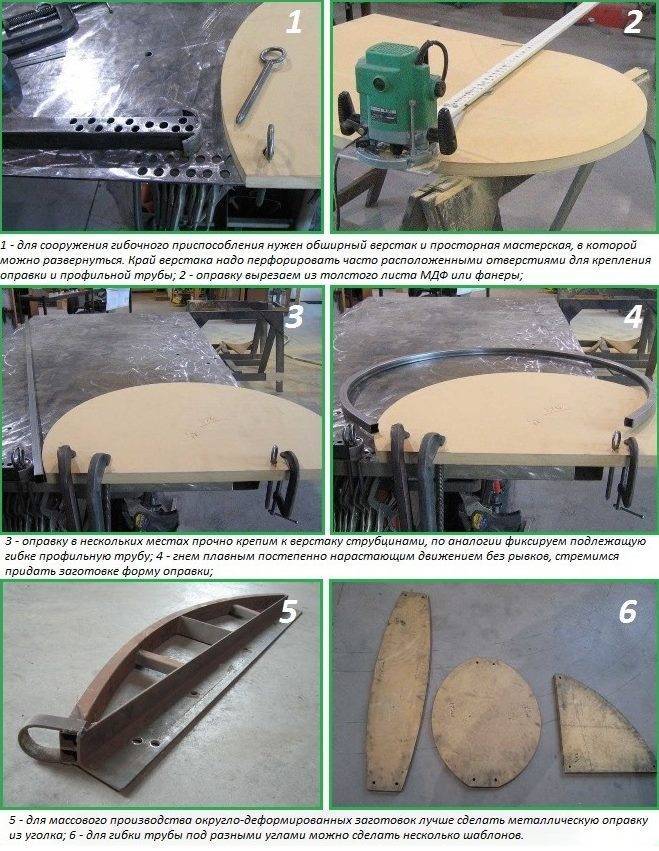
За огъване в домашни условия на продукти от тръбен профил с височина на стената, която не надвишава 25 mm, можете да направите специален дорник. За тази цел е по-добре да използвате работна маса с достатъчно място за такова устройство. За да се избере оптималното място за елемента, закрепващ огънатата тръба, в единия край на работния плот се правят чести отвори. Специален шаблон, който може да бъде изработен от дебел шперплат или метален ъгъл, ако възнамерявате да го използвате често, е отговорен за осигуряване на необходимия радиус на огъване на профилираната тръба.
Използване на профилиран завой
Разбира се, ако имате значителен обем работа по огъване на профилни тръби, по-добре е да направите специална машина за тази цел, чертежите са лесни за намиране в интернет. Тук няма да разнищваме въпроса, тъй като той е разгледан обстойно в статиите на линковете по-долу.

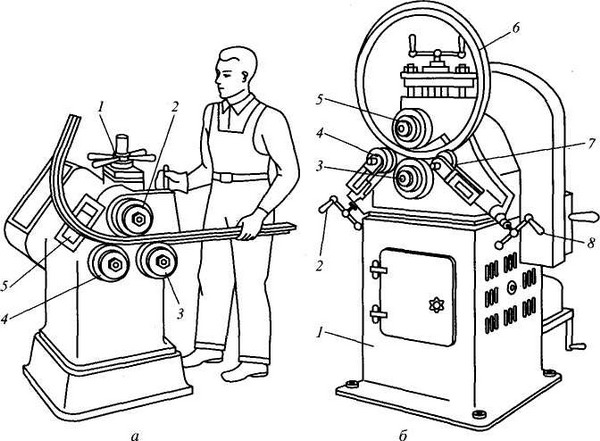
Не можете да минете без такава машина, ако трябва да огъвате тръби с голямо напречно сечение на профила. Основните работни елементи на тази изключително гъвкава машина са три ролки, две от които са фиксирани, а третата регулира радиуса на огъване на продукта чрез промяна на позицията. Задвижването на тази машина се осъществява от верижна предавка и манивела, която се завърта от оператора.
Огънати тръби могат да се наложат при монтажа на отоплителни уреди, водопроводни инсталации, при инсталирането на тръбопроводи в къщата и. Ако все още не сте закупили необходимите парчета тръба, можете да ги огънете сами у дома. Единственото нещо, което може да се обърка, е тръбата да се огъне навътре и да се скъса, тъй като металът на продукта изпитва едновременно натиск и напрежение при огъване. За да се предотврати това, трябва да се спазват следните съвети.
Огъване с или без домашно оборудване
Тази опция е често срещана, тъй като крикът е много популярен инструмент, с който повечето шофьори разполагат. Той е идеален за огъване на валцувани метални продукти в домашни условия. По принцип този метод е подобен на огъване на тръби с арбалет. Тръбата е закрепена на три точки, две от които са ограничители, а третата е дръжката на крика.
Използване на ъглошлайф за огъване на профилни тръби
Този метод работи с правоъгълни напречни сечения. Направени са няколко разреза по три стени, а четвъртата е оставена недокосната. С направата на разрезите тръбата се огъва лесно, след което разрезите се заваряват и шлифоват.







![§ 29. огъване на тръби [1980 makienko n.i. - a general course of locksmith work].](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Домашно изработен огъвач на тръби
Този огъвач е отличен за огъване на големи диаметри на профилни тръби. Той е удобен за огъване на тръби за оранжерии, например. Парче метал се закрепва върху ролките, закрепва се и се валцува. След това се пресова отново и се разточва отново. Резултатът е голям и равномерен радиус на огъване.
Спомагателни методи за огъване на тръби
Пълнене
Във вътрешността на тръбата се поставя пълнител, който запълва вътрешното пространство. Краищата се запечатват плътно, като за целта може да се използва заваряване. Използването на пълнителя позволява "фиксиране" на вътрешния обем. При огъване се избягват "вълни" и "вълнички" от вътрешната страна на ъгъла и огъването става по-гладко. Като пълнител често се избира чист кварцов пясък.
Отопление. Увеличаване на пластичността на метала при огъване
Загрятият метал става толкова по-мек, колкото по-висока е температурата му. Металът на тръбите се нагрява с газови горелки, индукционно нагряване или по друг възможен метод. Температурата на нагряване зависи от вида на метала. Нисколегираната и обикновената стандартна стомана се нагрява до ~500 градуса по Целзий.
С помощта на горните методи можете да огънете метална тръба със собствените си ръце у дома, без да използвате специализирано оборудване, и да получите добри резултати.
Какво може да се огъва и какво не
Много сънародници се чудят дали е възможно да се огъват полипропиленови тръби и как да го правят правилно ().
Обмислете кои материали подлежат на механична деформация, без да се нарушава последващата експлоатация, и кои не.
Възможно е да се огъват почти всички валцовани метални продукти, включително алуминиеви, медни и стоманени тръби с различен диаметър. По-трудно е да се преконфигурират продукти, изработени от неръждаема стомана и подобни твърди сплави.
Всички метали без изключение изискват специална машина за огъване на тръби, за да се деформират правилно. Използването на специална машина не само ще осигури оптимално качество на огъване, но и ще позволи задачата да бъде изпълнена с минимални физически усилия.
Някои водопроводчици нагряват полипропилена с промишлен сешоар и го огъват до необходимата форма от съображения за икономия на фитинги. Това не е препоръчително, тъй като огънатата пластмасова тръба ще има неравномерна дебелина на стената по външния и вътрешния радиус поради деформацията в комбинация със загряването.
В резултат на това експлоатацията на изградената водопроводна тръба няма да продължи дълго, тъй като под натиска на течната среда в тънката стена в крайна сметка ще се появят пукнатини.
Избор на подходящ инструмент
Пружината е ефективен инструмент за работа с метални пластмаси. На пазара има два вида пружини: външни и вътрешни. И двете са на разумни цени. Инструментът трябва да се избере в зависимост от външния или вътрешния диаметър на тръбата.
Инструментът е изработен от полирана стомана. Гладката повърхност на навивките позволява пружината да се извади от огънатата тръба. Използването на пружина осигурява еднакъв диаметър на напречното сечение по време на огъването.
Огъвачът на тръби е широка гама от машини или устройства, предназначени за деформиране на валцувани метални продукти до необходимия ъгъл и радиус на огъване. Устройствата се използват активно при изграждането на тръбопроводи с различна конфигурация и размери.
Класификация на огъвачите на тръби
Всички съвременни огъвачи на тръби отговарят на следните изисквания
- възможност за огъване под ъгъл до 180 градуса;
- Възможност за работа с тръби, изработени от различни материали, включително алуминий, мед, стомана и полимерни композити.
Това оборудване се разделя на следните категории в зависимост от вида на използваното задвижване:
- Ръчни версии
Ръчните версии обикновено се използват за тръби с малък диаметър. Устройството се задвижва от порта, към която се прилага значителна мускулна сила. - Хидравлични версии
- са оптималният избор за работа с тръби с диаметър до 3". Работата с хидравлични устройства ви позволява да работите с тръби без прекомерни физически усилия. На пазара се предлагат мобилни и стационарни хидравлични огъвачки. - Електромеханичните модели
се предлагат на пазара като универсални устройства, предназначени за високопрецизно огъване. Основното предимство на тези огъвачи е възможността да работят с тънкостенна ламарина без риск от повреда.
В зависимост от метода на огъване и конфигурацията на работната част инструментът може да бъде:
Арбалет.
Като деформиращ елемент се използва сменяема метална плоча, която се избира за определен диаметър на тръбата.

Сегментиран
При него валцованият метал се изтегля от специален сегмент, който увива тръбата около себе си.

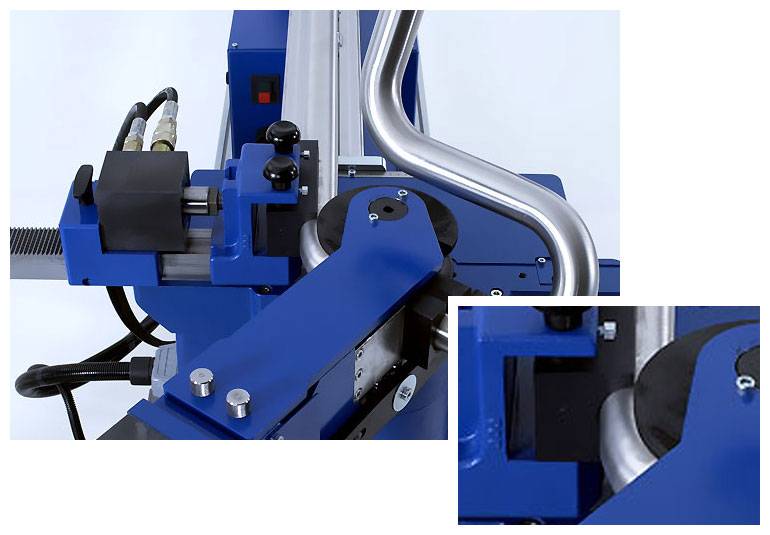
На снимката - машина Dornovy
Машината за дорници
Тръбата е изработена от неръждаема стомана, като се обработва както от външната, така и от вътрешната страна на тръбата. Тази функция позволява на устройството да се използва за промяна на конфигурацията на тънкостенни тръби без риск от разкъсване на метала или създаване на бръчки във вътрешния диаметър.








Технология за огъване на тръби
Инструкциите за промяна на конфигурацията на тръбата с помощта на външна пружина са следните:
- Пружината се поставя върху металното покритие;
- След това тръбата се хваща с две ръце на разстояние 20 cm от пружината и се огъва, докато се получи необходимият ъгъл;
- След като се получи желаният ъгъл, пружината се завърта около оста си и се отстранява.

Използването на вътрешна пружина се различава по това, че устройството се поставя в ръба на тръбата, откъдето може да се извади.
Огънатият край на тръбата може да се получи с помощта на огъвачка за тръби. В този случай устройството, в зависимост от неговата модификация, се настройва на необходимите параметри. След това тръбата се вкарва в отвора за приемане и устройството се задейства от единия или другия задвижващ механизъм.
Прости начини за огъване
Огъване на ръцете
Не се отчайвайте, ако имате сложен проект, включващ огънати тръби, и не разполагате с професионален инструмент. Дори и да не сте успели да закупите предварително заготовки с необходимия ъгъл на огъване, можете сами да изработите части за работата, у дома и с минимални инструменти.
Как да действаме? Хванете конструкцията с ръце, захванете я здраво и я огънете постепенно. Внимавайте да не повредите частта. Преместете плавно, сантиметър по сантиметър, по дължината на тръбата. Повторете манипулацията с 5 до 6 опита. Ръчната работа не е подходяща във всички случаи, тъй като огъването на алуминиева тръба например е много по-лесно от това на метален продукт.
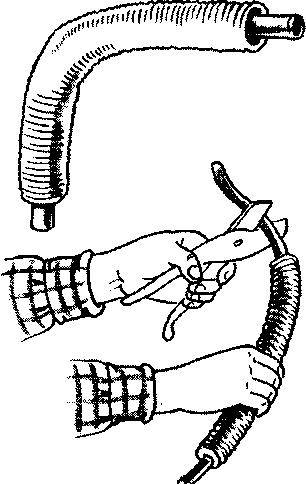
Тръбата може да се огъва и без огъвачка - на ръка
Ръчният метод е ефективен при работа с тръби с диаметър 16-20 мм. При по-голям разрез процесът ще се проточи и ще отнеме повече време, но е реалистично.
Използваме горещия метод
С алуминий е решено, но как да огънете металната тръба сами, така че резултатът да не ви разочарова? Газовата горелка ще реши проблема.
Алгоритъм на действие:
- Закрепете металната част в стяга.
- Загрейте зоната на бъдещия завой.
- Когато се появи шлака, започнете да огъвате.
Как да разберете кога да започнете да работите? Ако материалът е алуминиев, подръжте лист хартия до повърхността на тръбата. Сигналът за това ще бъде подаден чрез запалване или поява на дим. Ако това е друг метал, нагрятата зона ще се оцвети в червено.
Моля, обърнете внимание: методът на нагряване не е подходящ за работа с поцинковани части - гарантирано е увреждане на покритието и разрушаване на покритието.

Нагряването е ефективен начин за безопасно огъване на тръби
Използване на пълнители - пясък и вода
Използването на пълнители дава възможност за огъване както на профилирани тръби, така и на алуминиеви профили с голям диаметър.
Принцип на работа с пясък:
- Изсипете пясък в конструкцията, поставете капачки на краищата на тръбите (уверете се, че са херметически затворени);
- Затегнете детайла в клещи;
- загрейте огъването с поялник или газова горелка;
- Когато зоната е нагрята, огънете конструкцията с гумен чук или дървено чукче, като внимателно почуквате по нагрятата повърхност;
- Когато манипулацията приключи, махаме тапите и отстраняваме пясъка от кухините - готово.
Пясъкът предпазва тръбата от деформация и неравномерно огъване.

Уверете се, че тръбите са плътно затворени, когато работите с пясък и вода.
Принципът на работа с вода е почти идентичен - налейте вода в парчето, поставете тапите. Преди да огънете PVC тръба или друг материал, оставете водата да замръзне (поставете я на студа или в студена стая). След като течността е замръзнала, използвайте постепенни движения, за да придадете на конструкцията желания радиус на огъване.
![§ 29. огъване на тръби [1980 makienko n.i. - a general course of metalwork]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Според този принцип можете да огънете метална ламарина в тръба (без да използвате вода и пясък) и да огънете самата тръба.
Метод на топлинна обработка

Що се отнася до металната тръба, вашият помощник трябва да бъде газова горелка. Нека продължим стъпка по стъпка.
- С помощта на клещи закрепете металната част на тръбата.
- Предвидената зона на завоя се отоплява с газова горелка.
- След като огъването изглежда ръждясало, огънете тръбата.
Важно е да забележите момента, в който започва огъването. Ако тръбата е изработена от алуминий, подръжте лист хартия близо до тръбата.
Ако се запали или задими, можете да започнете. Ако тръбата е изработена от друг метал, сигналът ще бъде почервеняване в процеса на нагряване. Методът на термична обработка не трябва да се използва при огъване на поцинковани тръби. Високата температура ще повреди покритието и ще го направи неизползваемо. Трябва да знаете, че когато става въпрос за огъване на квадратна тръба, не можете да се справите без мощна лампа за запояване или горелка. И най-важното е, че в самото начало на работата такъв продукт се нагрява от всички страни.
Радиуси на огъване на тръбите
Радиуси на огъване на тръби
Огъването на тръби е технологичен процес, който води до промяна на наклона на геометричната ос на тръбата под въздействието на външни товари. В същото време в метала на стените на тръбите възникват еластични и еластично-пластични деформации. Външната част на перфорацията ще бъде подложена на напрежения на опън, а вътрешната част - на напрежения на натиск. В резултат на тези напрежения стената на тръбата извън оста на огъване се разтяга, а вътрешната стена се компресира. По време на процеса на огъване формата на напречното сечение се променя - първоначалният пръстеновиден профил на тръбата се превръща в овален. Най-голямата овалност на напречното сечение се наблюдава в централната част на завоя и намалява към началото и края на завоя. Това е така, защото най-големите напрежения на опън и натиск при огъване възникват в централната част на перфорацията. Овалността на сечението при огъване не трябва да надвишава: за тръби с диаметър до 19 mm - 15 %, за тръби с диаметър 20 mm и повече - 12,5 %. Овалността на секцията Q в проценти се определя по формулата:
където Dmax, Dmin, Dnom - максимален, минимален и номинален външен диаметър на тръбите в зоната на огъване.
Освен образуването на овалност при огъване, особено на тънкостенни тръби, понякога се появяват гънки (гофри) във вдлъбнатата част на матрицата. Овалността и набръчкването имат отрицателен ефект върху работата на тръбопровода, тъй като намаляват напречното сечение на потока, увеличават хидравличното съпротивление и обикновено са причина за запушване и повишена корозия на тръбопровода.
Според изискванията на Gosgortechnadzor радиусите на огъване на стоманените тръби, колената, компенсаторите и другите огънати елементи на тръбопровода трябва да бъдат поне толкова големи, колкото са следните стойности:
при огъване с предварително опаковане на пясъка и нагряване - не по-малко от 3,5 DH.
При огъване на машини за огъване на тръби в студено състояние без шлифоване - не по-малко от 4 DH,
При огъване с полуребрени гънки (от едната страна) без шлифоване и нагряване с газови горелки или в специални пещи - най-малко 2,5 DH,
за стръмно извити огъвания, произведени чрез горещо изтегляне или коване - не по-малко от една DH.
Допуска се огъване на тръби с радиуси на огъване, по-малки от посочените в първите три параграфа, ако методът на огъване гарантира изтъняване на стената с не повече от 15 % от дебелината, изисквана при изчисленията.
В базите и заводите, както и на местата за монтаж, се използват следните основни методи за огъване на тръби: студено огъване на машини и устройства за огъване на тръби, горещо огъване на машини за огъване на тръби със загряване в пещи или под високочестотни токове, огъване с гънки, горещо огъване с пясъчна опаковка.
Дължината на тръбата L, необходима за получаване на огънат елемент, се определя по формулата:
L = 0,0175 R α + l,
където R - радиус на огъване, mm;
α - ъгъл на огъване на тръбата, градуси;
l - права част с дължина 100-300 mm, необходима за захващане на тръбата при огъване (зависи от конструкцията на оборудването).
1. Посочете допустимите отклонения за овалността на напречното сечение на тръбата.








2. Как се изчислява овалността в проценти?
3. Какви радиуси на огъване са разрешени от изискванията на Gosgortechnadzor за огъване на тръби по различни методи?
4. Как да определим дължината на огъваната тръба?
Всички материали в Обработка на тръби :
Почистване и изправяне на тръби
Монтиране на краища на тръби, фитинги и отвори
Резбонарязване и валцуване на тръби ● Краища на тръби и фитинги ● Огъвания на тръби
Радиуси на огъване на тромпет ● Огъване на тръби
Тръби, огънати в студено състояние ●● Тръби, огънати в горещо състояние
Огъване на тръби в горещо състояние
Рязане и довършване на тръби ● Тръби от цветни метали
Обработка на тръби от цветни метали ● Тръби от цветни метали
Подготовка и ревизия на фитинги ● Тръби от цветни метали ● Работа с тръби от пластмаса и стъкло
Изготвяне и преразглеждане на фитинги
Подготовка и ревизия на фитинги ● Производство на уплътнения в предприятия и цехове за производство на тръби
Инструкции за безопасност при обработка на тръби
Как да работите с тръбен огъвач у дома
Специалните механизми, характеризиращи се с различни принципи на работа, са известни като огъвачи на тръби. Те се използват за ръчно и механично огъване на квадратни и правоъгълни тръби в работилницата или вкъщи.
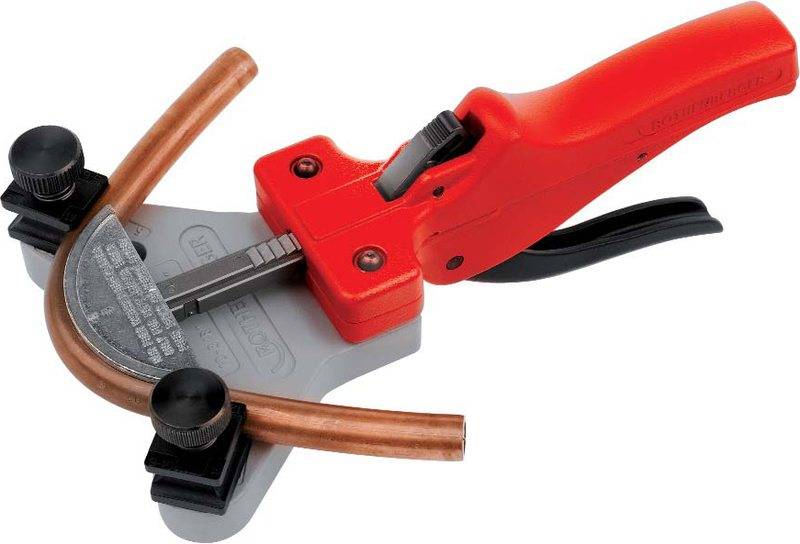
Съществуват следните видове ръчни огъвачки, подходящи за огъване на дуктилни тънкостенни алуминиеви продукти с малък диаметър:
- Огъвач на лостове. Този механизъм се нарича още "машина на Волнов". Той има специална форма за поставяне на детайла. Самият процес на огъване не изисква нагряване на тръбата и се извършва със сила на лоста. Формата съответства на определен диаметър.
- Арбалет. Конструкцията, в която се закрепва заготовката, е оборудвана с огъващ сегмент, който се прокарва през средата на тръбата от противоположната страна на краищата.
- С пружинно натоварване. Преди огъване тръбата се оборудва с пружина, която се поставя в детайла. След това детайлът може да се нагрее или да се използва метод за студено огъване. След приключване на процедурата пружината трябва да се отстрани.

С машинното огъване може да се реши проблемът как да се огъват и как да се изправят алуминиеви тръби с различни диаметри и форми. Рискът от повреда е практически елиминиран.








Тези механизми се предлагат в електромеханичен или хидравличен вариант, като гарантират точни резултати в зависимост от изискванията на задачата.



