- Курсове по заваряване за заварчици
- Заваряване на тръбопровод
- Грешки на начинаещите
- Как да изберем електроди за заваряване
- Как да запалите дъгата
- Как се заварява
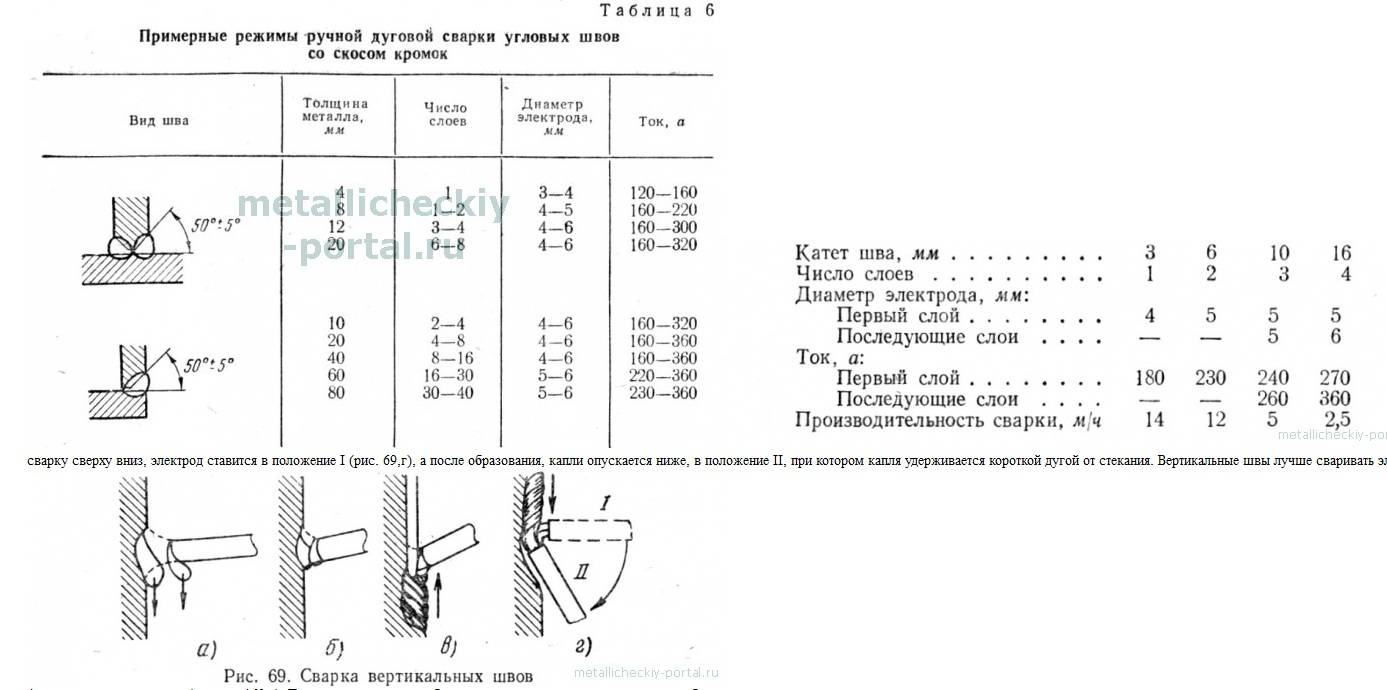
- Заваряване на вертикални шевове
- Как се заварява хоризонтално съединение
- Шев на тавана
- Правила за безопасност при електрическо заваряване
- Как да се подготвим за заваряване
- Съвети: Как да се научим да заваряваме сами
- Ръчна техника за електродъгово заваряване. Как да заваряваме правилно
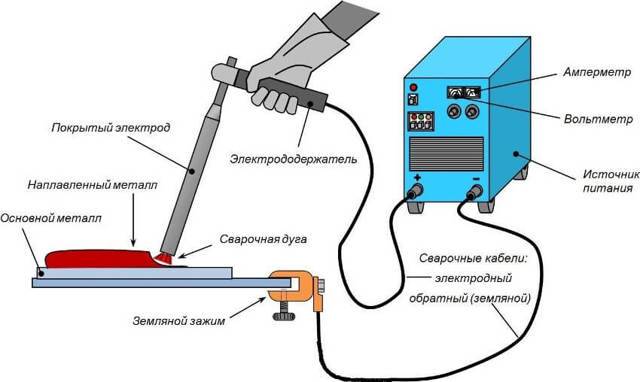
- Електрическо дъгово заваряване
- Полуавтоматично заваряване с метален инертен газ (MIG)
- Инструменти и оборудване
- Видове оборудване
- Инструменти и оборудване
- Често срещани грешки за начинаещи
- Видове заваръчни машини
- Трансформатор
- Инвертори
- Технология за заваряване
- Как да стартирате дъгата
- Скорост на заваряване
Курсове по заваряване
Заваряването може да се изучава в специални курсове по заваряване. Обучението по заваряване в тези курсове е разделено на теоретично и практическо обучение. Можете да се обучавате на пълен работен ден или дистанционно. В тези курсове се преподават технологии за заваряване за начинаещи и други важни познания. Най-важното е, че можете да се научите да заварявате по време на практическо обучение под ръководството на инструктор. Обучаемите се запознават с наличното заваръчно оборудване, избора на електрод и правилата за безопасност.
Можете да се обучавате индивидуално или заедно с група. Всеки вариант има своите предимства. Ако учите индивидуално, ще научите само това, което трябва да знаете в бъдеще. При груповото обучение имате възможност да чуете за грешките на състудентите си и по този начин да придобиете допълнителни знания.
След завършване на курса и успешно полагане на изпити, потвърждаващи знанията и практическите ви умения, получавате сертификат от одобрен тип.
Заваряване на тръбопроводи
Електродъговото заваряване се използва за изработване на хоризонтални заварки, които минават по периферията на тръбата, и вертикални заварки, които минават покрай нея, както и заварки в горната и долната част. Долната заварка е най-удобният вариант.

Стоманените тръби се заваряват челно, като всички ръбове се заваряват на височината на стените. При работа електродът трябва да бъде поставен под ъгъл от 45 градуса - това се прави, за да се намали натрупването в продуктите. Широчината на заваръчния шев трябва да е 2-3 мм, а височината - 6-8 мм. Ако заварката е припокрита, ширината е 6-8 мм, а височината - 3 мм.
Непосредствено преди започване на работа извършете подготвителни процедури:
- Почистете частта.
- Ако ръбовете на тръбата са деформирани, изгладете ги или ги отрежете с ъглошлайф, или просто с нож за рязане на болтове.
- Ръбовете, където ще се намира шевът, трябва да бъдат почистени до блясък.
След като сте извършили всички подготвителни дейности, можете да започнете работа. Всички съединения трябва да бъдат заварени непрекъснато, с пълно проникване. Тръбите с ширина до 6 мм се заваряват на 2 слоя, 6-12 мм - на 3 слоя, а над 19 мм - на 4 слоя. Основната особеност е, че шлаката трябва постоянно да се почиства от тръбата, т.е. след всеки заваръчен слой шлаката трябва да се отстранява и едва след това може да се заварява нов слой. Особено внимание трябва да се обърне на първия шев, като всички ръбове трябва да се слеят. Първият слой се проверява внимателно за пукнатини, ако има такива, те трябва да се разтопят или да се избутат и да се заварят отново.
Всички следващи слоеве се заваряват чрез бавно завъртане на тръбата. Последният слой се заварява с равномерен преход към основния метал.
Грешки, допускани от начинаещите
За да се научите да заварявате с електрическо заваряване, е необходимо да разгледате основните грешки, които допускат начинаещите:
- Преместване на електрода твърде бързо, което води до неравномерна заварка.
- Преместване на заваръчния шев твърде бавно, което води до образуване на дупки и прогаряния в метала.
- Заварката е твърде неравна и плоска. Основната грешка тук е ъгълът на електрода.
- Металът не е изпечен правилно. Това се случва, защото не е спазена 5-милиметровата междина между метала и електрода, т.е. междината е твърде малка.
- В обратния случай, когато разстоянието е твърде голямо, металът не се заварява.
Всички горепосочени грешки са само най-грубите от тях. Има още много нюанси, които могат да се разберат само с опит.
При заваряване на тънкостенни метали или профили е необходим внимателен подход към работата. Тънките части могат да се заваряват, като се постави почистен електрод и се заварява директно върху него.
Заваряването на цветни метали е коренно различно, тъй като изисква различни електроди. Освен това е необходима специална защитна заваръчна среда. В днешно време е възможно да се закупят универсални машини, които заваряват почти всеки метал.
Съществуват и полуавтоматични машини за обработка на тънкостенни метали. Същността му се състои в сливането на специален проводник.
Как да изберем електроди за заваряване
Електродът е метална пръчка, която позволява подаването на ток към заварявания детайл. Съществуват различни видове електроди, но за заваряване Предлагат се различни марки, но за заваряване на стомана са подходящи обикновени инверторни електроди с диаметър 3 mm. Колкото по-дебел е металът, толкова по-голям е диаметърът на електродите, които трябва да се изберат за заваряване.

Много е важно електродите за обучение по заваряване да са с добро качество и, разбира се, сухи. Когато се използват влажни електроди, дори опитен заварчик изпитва големи трудности да запали дъгата и да я поддържа стабилна.
Ето защо, ако сте решили да изучавате електрическо заваряване, трябва да използвате само качествени консумативи за тази цел.
Запалване на дъгата
След това трябва да включите инвертора. Това е най-простата процедура за електрическо заваряване и се извършва чрез завъртане на превключвателя. Текущата стойност трябва да се зададе с копчето, което се вижда лесно отпред на машината. За избрания електрод е подходящ ток от 100 А. Сложете маската и продължете.

На първо място, трябва да упражнявате умението за запалване на дъга. С нов електрод това става чрез просто прокарване на електрода по обработвания детайл. Не забравяйте как се запалват кибрити. Ако електродът вече е бил използван, трябва да го почукате върху металната повърхност. Случва се електродът в ръцете на начинаещите да залепне за метала. Това лесно се коригира, като електродът се наклони рязко настрани. Ако не е възможно да се откъсне, изключете инвертора. Тогава проблемите ще изчезнат от само себе си.





Запаленият електрод създава заваръчна дъга. За да го поддържате, трябва да се научите да спазвате разстояние от 3 до 5 мм до метала. Ако се доближите до него, може да възникне късо съединение, придружено от залепване. Ако се отдалечите, дъгата ще изчезне.
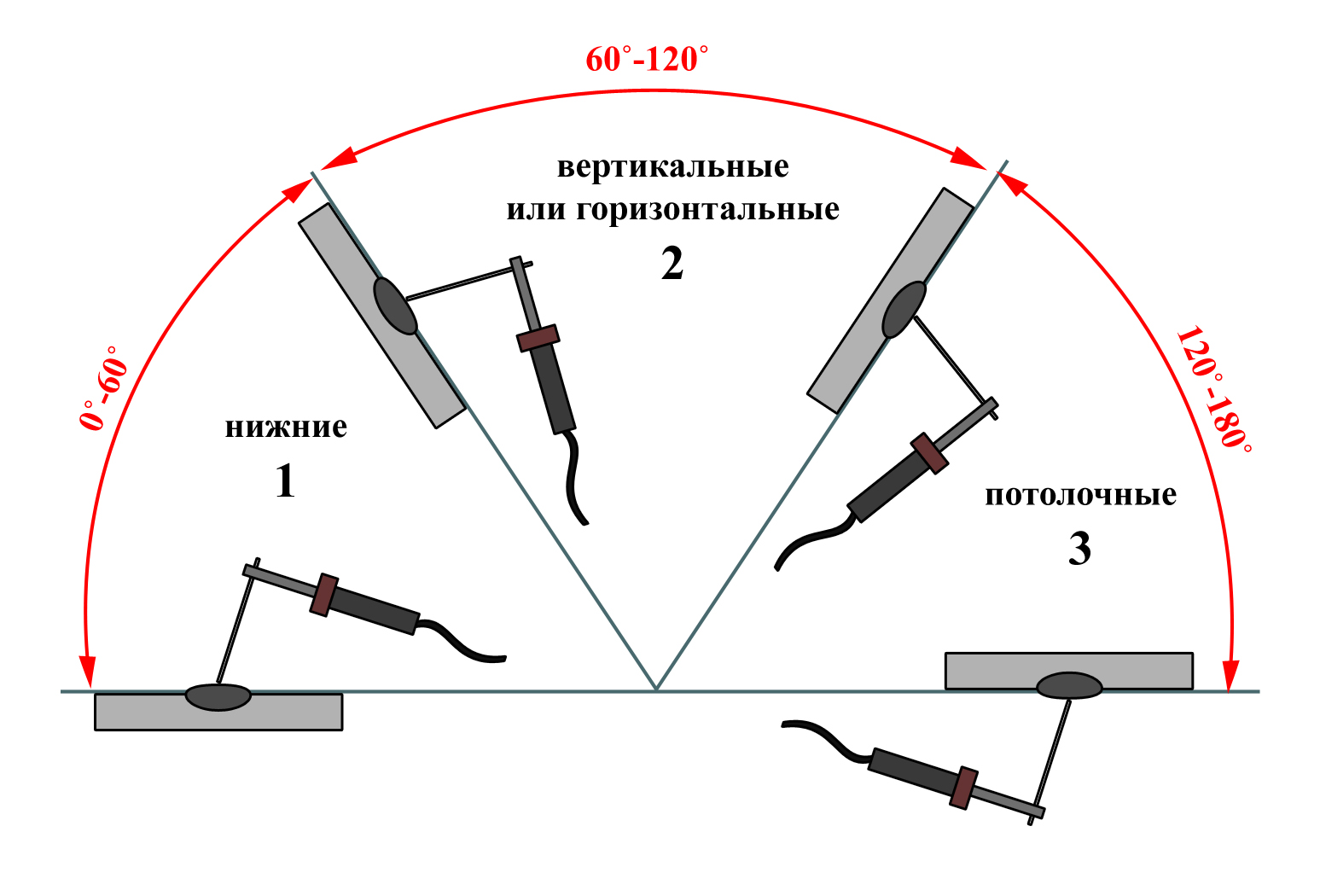
Как се заварява
При заваряване в долно положение няма трудности дори за начинаещи заварчици. Но всички останали позиции изискват познания в областта на технологиите. Всяка позиция има свои собствени препоръки. Техниката за изработване на заварки от всеки тип е разгледана по-долу.
Заваряване на вертикални съединения
Когато заварявате части във вертикално положение, разтопеният метал се плъзга надолу под действието на гравитацията. Използва се по-къса дъга (върхът на електрода е по-близо до заваръчната вана), за да се предотврати откъсването на капчици. Някои майстори, ако електродите позволяват (не се залепват), ги опират изцяло върху детайла.
Подготовката на метала (подрязване на ръбовете) се извършва в зависимост от вида на съединението и дебелината на заваряваните части. След това те се фиксират на място и се съединяват на интервали от няколко сантиметра с къси напречни заварки - "прихващащи заварки". Тези заварки предотвратяват разместването на частите.
Вертикалната заварка може да бъде заварена отгоре надолу или отдолу нагоре. По-лесно е да се заварява отдолу нагоре, тъй като дъгата избутва заваръчния шев нагоре и не му позволява да се движи надолу. По-лесно е да се направи добра заварка.
Как се заварява отдолу нагоре: позиция на електрода и възможни движения
Това видео показва как се заварява вертикална заварка чрез електрическо заваряване, като електродът се движи нагоре-надолу, без да се откъсва. Показана е и техниката на късо преобръщане. В този случай движението на електрода е нагоре и надолу и няма хоризонтално движение, така че заварката е почти плоска.
Възможно е да съединявате части в изправено положение, като дъгата се откъсва. Това може да е по-удобно за начинаещи заварчици: металът има време да се охлади по време на процеса на откъсване. Този метод може да се използва дори при положение, че електродът лежи върху фланеца на кратера. Това е по-лесно. Моделът на движение е почти същият като този без откъсване: от страна на страна, с примки или "късо търкаляне" - нагоре и надолу.
За да научите как се заварява вертикален шев с откъсване, вижте следното видео. В същия видео урок е показано влиянието на тока върху формата на шева. По принцип токът трябва да е с 5-10 А по-малък от препоръчителния ток за вида на електрода и дебелината на метала. Но, както е показано във видеото, това не винаги е вярно и се определя експериментално.
Понякога вертикалната заварка се заварява отгоре надолу. В този случай при запалване на дъгата дръжте електрода перпендикулярно на заваряваните повърхности. След като запалите в тази позиция, нагрейте метала, след това спуснете електрода и заварявайте в тази позиция. Заваряването на вертикален заваръчен шев отгоре надолу не е много удобно, изисква добър контрол на заваръчната вана, но дори и по този начин можете да постигнете добри резултати.
Как се заварява вертикална заварка чрез вертикално заваряване отгоре надолу: позиция на електрода и движение на върха на електрода
Как се заварява хоризонтално съединение
Хоризонтална заварка може да се заварява отдясно наляво, както и отляво надясно във вертикална равнина. Няма разлика. Който начин е по-удобен, това е начинът за заваряване. Както и при вертикална заварка, ваната ще се насочи надолу. Ето защо ъгълът на електрода е достатъчно голям. Избира се в зависимост от скоростта и параметрите на тока. Важното е ваната да остане на мястото си.
Заваряване на хоризонтални съединения: положение и движение на електрода
Ако металът се разтича, увеличете скоростта на движение, като загрявате метала по-малко. Друг начин е да се направят прекъсвания на дъгата. През тези кратки интервали металът се охлажда малко и не капе. Можете също така да намалите леко силата на тока. Прилагайте всички тези мерки само на етапи, а не наведнъж.
Във видеото по-долу е показано как се заварява метал хоризонтално. Втората част на видеото е посветена на вертикалните фуги.
Съединение на тавана
Този тип заварка е най-труден. Изисква се високо ниво на умения и добър контрол на заваръчния басейн. За да направите тази заварка, електродът се държи под прав ъгъл към тавана. Дъгата е къса, а скоростта е постоянна. Извършват се предимно кръгови движения, които разширяват заваръчния шев.








Правила за безопасност при електрическо заваряване
Електрическото заваряване на метали е съпроводено не само с топлина, искри и др. При неправилно боравене с него можете лесно да получите токов удар.
Ето защо, преди да се заемете с държача на електродите за първи път, спазвайте някои от следните изисквания:
- Защитете очите си. За тази цел има специални заваръчни маски или техни предшественици, щитове за лице със светлинни филтри;
- Носете защитно облекло, което не е запалимо, дръжте ръцете и краката покрити;
- Използвайте гумирани обувки и ръкавици, както и ръкавици за заварчици. По този начин намалявате до минимум риска от токов удар.
Не забравяйте, че електрическото заваряване, наред с други неща, представлява и опасност от удар. Ето защо не заварявайте на открито, когато дори вали слаб дъжд. Не заварявайте в резервоари за гориво или газ и др. Винаги трябва да носите гумиран гащеризон, за да предпазите ръцете и краката си.

Днес за домашно заваряване най-често се използват инвертори. Това са леки и преносими машини, които могат да заваряват стомана, чугун и неръждаема стомана.
Подготовка за заваряване
Обучението по електрическо заваряване е практически процес, който изисква известна подготовка. На първо място трябва да се погрижите за безопасността. Работата на заварчика е доста опасна:
- Възможността да се изгорите от пръски разтопен метал;
- Излагане на токсични изгорели газове при високи температури;
- Възможност за токов удар;
- Наранявания на очите, ако не се носят предпазни очила.

Правилният избор на оборудване за електрическо заваряване е от съществено значение за безопасността на процеса. За заваряване ще ви е необходимо:
Костюм от тежък плат с пълно покритие на тялото, ръцете и краката;
За защита на очите могат да се използват специални очила, но се препоръчват маски. Те също така предпазват лицето ви и са по-безопасни за процеса на заваряване;
Висококачествено заваръчно оборудване;
Електроди;
Кофа с вода за отстраняване на евентуални пожари;
Правилното място за заваряване
За предпочитане е да се намира на открито и да се отстранят всички намиращи се наблизо запалими предмети.
Днешният пазар предлага широка гама от електрически заваръчни апарати, чието разнообразие се свежда до три основни типа:
- Трансформатор, който преобразува променливия ток за заваряване. Този тип заваръчни апарати често не произвеждат стабилна дъга, но изразходват много напрежение;
- Изправителят преобразува постоянния ток от потребителската мрежа. Тези машини произвеждат изключително стабилна дъга;
- Инверторът преобразува тока от потребителската мрежа в постоянен ток за заваряване. Тези агрегати се характеризират с лесно запалване на дъгата и висока производителност.
Заваряване за начинаещи: видео уроци - гледайте и научете нюансите.
За начинаещите се препоръчва да изберат твърди прътови електроди, които са покрити с топима смес. С тези електроди за начинаещите заварчици ще бъде по-лесно да направят гладка заварка. Размерът на пръчката за начинаещи е 3 мм.
Съвети: Как да се научите да заварявате с електрическо заваряване сами
Да заварите сами метални изделия за един ден е напълно възможно, ако знаете колко електрода са необходими, кои да използвате и при условие че изделието няма да е твърде голямо.
И какво още трябва да имате предвид, за да се научите да заварявате сами:
Важно е не само заварчикът да работи правилно, но и да научи основите, по-специално какъв режим на работа се изисква за конкретен материал, тъй като металът може да бъде стомана, сплави или платна, като например метален цвят.
Задължително е да се научат методите, чрез които може да се направи определена заварка.
Изборът на електроди и заваръчна тел трябва да бъде направен правилно.
Ако първоначално не е необходимо да станете професионалист от най-висока класа, можете да се научите да заварявате сами, като гледате видео уроци, рисувате снимки на шевове и изучавате съвети от професионалисти. Ученето ще бъде дълго, но вероятно продуктивно, особено ако постепенно се опитвате да произвеждате шевове, увеличавайки количеството опит.

Много хора предпочитат да използват резанка, тъй като техниката може да издържи на дълги периоди на употреба, което ви позволява да свършите работата бързо. При първите опити за работа със заваряване е по-добре да се използва наистина инвертор, а след това с много опит е възможно и всяка друга машина. Що се отнася до електродите, желателно е да изберете "3". Те са лесни за използване и най-важното е, че не претоварват електрическата мрежа.
Като цяло заваръчното оборудване се разделя на видове - трансформатор, изправител, инвертор. Защо инверторите остават популярни? Те са с компактни размери, леки и много лесни за употреба от начинаещи. Когато правите първите стъпки в обучението по заваряване, е добре да вземете по-прости видове метал и за предпочитане плоски елементи, за да не усложнявате задачата.






Преди заваряването трябва да се подготвите:
- Кофа с вода;
- Чук за разбиване;
- Желязна четка;
- Маска за защита на лицето и шията;
- Ръкавици, изработени от специална тъкан, напоена със смес, която предотвратява възпламеняването и изгарянето на тъканта;
- Специално облекло с дълги ръкави.
Не забравяйте, че заваряването представлява опасност от пожар и затова е строго забранено да се намирате в близост до запалими или горими предмети, за да избегнете сериозни последствия.
Ръчна техника за електродъгово заваряване. Как да заваряваме правилно
Преди да започнем с практическото упражнение, бихме искали отново да ви напомним за правилата за безопасност. В близост до работното място не трябва да има дървени работни маси или запалими материали. Не забравяйте да поставите съд с вода на работното място. Имайте предвид риска от пожар.
За да разберете как да заварявате правилно, ето подробна инструкция и видеоклип за процеса на заваряване.
Първо се опитайте да запалите дъгата и да я задържите за необходимото време. За да го направите, следвайте нашите съвети:
- Използвайте метална четка, за да почистите мръсотията или ръждата от повърхностите на заваряваните части. Ако е необходимо, регулирайте краищата им един спрямо друг.
- Най-добрият начин да се научите да заварявате с електрически заваръчен апарат е с постоянен ток, така че свържете положителната клема към детайла, затегнете електрода и настройте заваръчния апарат на необходимия ток.
- Наклонете електрода към детайла под ъгъл от около 60° и бавно го прекарайте по металната повърхност. Ако се появят искри, повдигнете ръба на пръчката на 5 mm, за да запалите дъгата. Възможно е да не можете да получите искра поради слой от облицовка или шлака по ръба на електрода. В такъв случай докоснете върха на електрода до детайла, както е предложено във видеото за заваряване с електрическо заваряване. Получената дъга се поддържа с 5 mm заваръчна междина през целия процес на заваряване.
- Ако дъгата започва много неохотно и електродът продължава да залепва за металната повърхност, увеличете силата на тока с 10-20 А. Ако електродът залепва, разклатете държача на електрода от една страна на друга, може би дори със сила.
- Не забравяйте, че пръчката ще изгаря през цялото време, така че само 3-5 мм разстояние ще поддържа дъгата стабилна.
След като се научите да запалвате дъга, опитайте се да движите електрода бавно към себе си с 3-5 мм движение встрани. Опитайте се да насочите стопилката от периферията към центъра на заваръчната вана. Когато заваръчният шев е дълъг около 5 см, извадете електрода и оставете детайла да изстине, след което почукайте с чук по съединението, за да се разнесе шлаката. Правилният заваръчен шев има монолитна вълнообразна структура без кратери или неравности.
Чистотата на шева е пряко свързана с размера на дъгата и правилното движение на електрода по време на заваряването. Гледайте видеоклип за заваряване, заснет с предпазни филтри. Тези видеоклипове ясно показват как да поддържате дъгата и да движите електрода, за да постигнете качествена заварка. Можем да дадем следните препоръки:
- Постепенното преместване на пръта по оста поддържа необходимата дължина на дъгата. По време на топенето дължината на електрода намалява, така че трябва постоянно да приближавате държача с пръта към детайла, като поддържате необходимата хлабина. Това се подчертава и в многобройните видеоклипове за обучение по заваряване.
- При надлъжното движение на електрода се образува т.нар. нишковиден вал, който обикновено е с 2-3 мм по-широк от диаметъра на пръчката, а дебелината му зависи от скоростта на движение и интензитета на тока. Ролката за резба е наистина тясна заварка.
- За да се увеличи широчината на заваръчния шев, електродът се премества по линията на заваръчния шев чрез осцилиращо възвратно-постъпателно движение. Тяхната амплитуда определя ширината на заваръчния шев, така че амплитудата се определя в зависимост от условията.
Процесът на заваряване използва комбинация от тези три движения, за да образува сложна траектория.
След като прочетете видеоклипа за заваряване с електрическо заваряване и разгледате схемите на тези траектории, можете да разберете кои от тях могат да се използват за заваряване с припокриване или челно заваряване, вертикално или горно позициониране на частите и т.н.
По време на работа електродът рано или късно ще се разтопи напълно. Ако това се случи, спрете заваряването и сменете пръчката в държача. За да се продължи работата, шлаката се отбива и дъгата се запалва на разстояние 12 mm от кратера, образуван в края на заваръчния шев. След това краят на старата заварка се стопява с новия електрод и работата продължава.
Електрическо дъгово заваряване
Ръчното електродъгово заваряване се използва широко във всички сектори на икономиката и в ежедневието за съединяване на елементи на метални конструкции. Отличителните му характеристики в сравнение с другите видове заварки са:
- Сравнително ниска цена на заваръчното оборудване и консумативите, които са електроди.
- Висококачествени заварени съединения на обичайни метални класове, включително неръждаеми сплави.
- Благодарение на ниското тегло и лесното свързване към електрическата мрежа могат да се заваряват много труднодостъпни места.

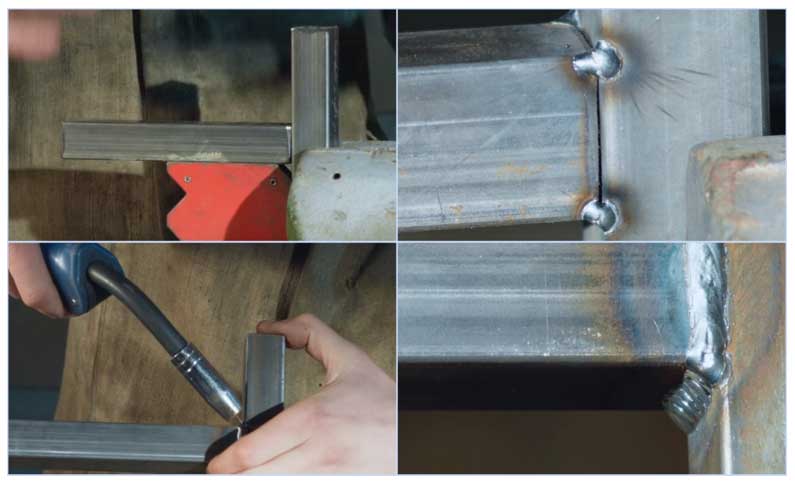
Фиг. 7 Заваряване на тръби с тънък профил - вид на заварката
Следните стъпки се използват за извършване на работата чрез електродъгово заваряване:
- Подгответе краищата на тръбите за заваряване, като ги почистите от ръжда, след което позиционирайте детайлите на необходимото разстояние, за да запълните шева с метал от разтопения електрод, като често използвате специални приспособления за тази цел.
- Включете заваръчния апарат, задайте необходимия ток на вградения индикатор, поставете електрода в държача, свързан към заваръчния апарат, а вторият край се закрепва към тръбата.
- Фиксирайте положението на заварените части една спрямо друга чрез точково заваряване (прилепване), след което извършете електрическо заваряване, като използвате защитно облекло, заваръчна маска и ръкавици.
- В края на работата скалата се сваля и заварката се почиства с метална четка.
Полуавтоматично заваряване с метален инертен газ (MIG)
Благодарение на съвременните технологии вече е възможно да се заваряват правилно профили в домашни условия по възможно най-лесния начин, без да се изисква голям опит или дългогодишно обучение за заварчик.
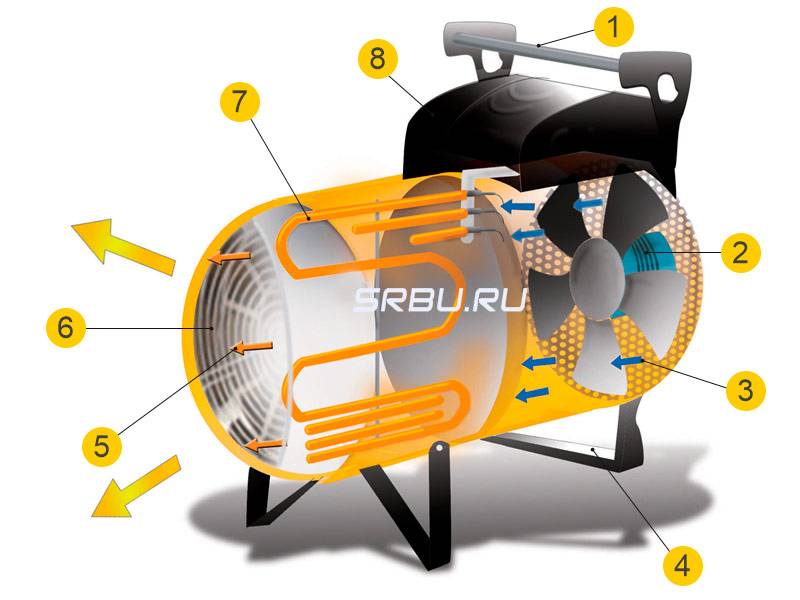
Фиг. 8 Принцип на действие на MIG
Полуавтоматичният процес на заваряване с инертен газ (МИГ) е еволюционна стъпка в развитието на конвенционалните методи на електродъгово заваряване, в сравнение с които има следните предимства:
- Вместо електрод в басейна чрез пистолета автоматично се подава специална навита тел с диаметър между 0,6 и 1,2 mm - това автоматизира процеса и намалява времето за смяна на електрода.
- Заедно с телта през заваръчната втулка към пистолета се подава инертен газ (обикновено смес от въглероден диоксид и аргон), който предотвратява образуването на шлака и подобрява качеството на шева.
Благодарение на тази технология полуавтоматичното заваряване има следните предимства пред електродъговите заваръчни машини:
- Позволява заваряване на тънки детайли с дебелина от 0,5 мм.
- Заварява стомана, неръждаема стомана, чугун, алуминий и цветни метали.
- По време на работа няма шлака и почти никакъв дим - това е по-малко вредно за здравето и подобрява качеството на заварките в сравнение с електродъговите методи.
Недостатъците на МИГ са тромавата конструкция (необходима е голяма газова бутилка и система за подаване на тел към горелката) и фактът, че не може да се използва при силен вятър, който издухва газа извън зоната на заваряване.
Фигура 9 Заваряване с инертен газ на тънкостенни профили
Инструменти и оборудване
Техниката на ръчното електродъгово заваряване е сравнително проста и се извършва с помощта на специализирано оборудване и електроди. Необходими са и помощни инструменти и защитни средства.





Видове оборудване
Има три вида оборудване, което може да се използва за ръчно електродъгово заваряване:
- трансформатори. Принципът на действие на тези устройства се основава на променлив ток. Трябва да се отбележи, че те са доста тежки, могат да предизвикат резки промени в мрежовото напрежение и са много шумни. Трудно е да се направи гладка заварка на трансформатор и само опитни заварчици могат да го направят. Но ако начинаещите заварчици бъдат обучени на заваряване с трансформаторна дъга, работата с друго оборудване ще бъде много по-лесна;
- токоизправители. Твърдотелните диоди осигуряват функционирането на устройствата. Тези машини превръщат променливия ток в постоянен. Те са универсални устройства. Почти всички електроди са подходящи за тях и могат да се заваряват различни метали. В сравнение с трансформатора заваряването е много по-лесно, а дъгата остава стабилна;
- инвертори. Те са почти безшумни. Те са лесни за използване благодарение на компактния си размер и системата за автоматична настройка. По време на работа устройството генерира мощен постоянен ток чрез преобразуване на променлив ток.
Сред всички машини инверторите са най-добрите. Те създават стабилна дъга дори при колебания на напрежението и се отличават с многофункционалност.
Инструменти и оборудване
Преди да започнете да заварявате с електрод, първо трябва да подготвите личните си предпазни средства и инструменти:
- Заваръчна машина и електроди за заваряване. Тези, които тепърва изучават заваряването, трябва да си приготвят много електроди;
- Спомагателни инструменти. Техниката на електродъгово заваряване включва отстраняване на шлаката от заваръчния шев, за което са необходими чук и метална четка;
- защитно облекло. Не започвайте да заварявате без специална маска, ръкавици и защитно облекло от плътни материали. Това оборудване не трябва да се пренебрегва, тъй като от него зависи безопасността на хората.
Ако използвате машината за първи път и искате да се научите да заварявате правилно с ръчно електродъгово заваряване, препоръчително е предварително да подготвите няколко тренировъчни метални части.
Често срещани грешки, допускани от начинаещите
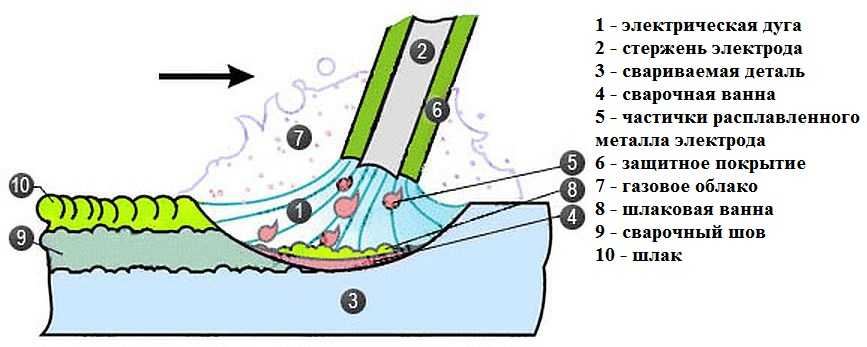
Диаграма на заваряване с дъга.
Начинаещите често допускат грешки поради липса на познания за основите на използването на заваръчното оборудване. Например начинаещите може да не знаят как да изберат правилния поляритет на заваряване с инвертор, което ще доведе до некачествено формиране на връзката или дори до изгаряне на детайла.
Могат да се разграничат следните основни грешки:
- пренебрегване на предпазните мерки за безопасност;
- неправилен избор на заваръчна машина;
- Използване на некачествени или неподготвени електроди;
- Работа без заваръчни шевове.
За начинаещите си струва да се отбележи една особеност, ако заварявате с Resanta. Това оборудване е много популярно, но има къси свързващи кабели, с които може да е неудобно да се работи.
Видове заваръчни машини
На пазара има голям брой различни видове заваръчни апарати.
От тяхното разнообразие:
- трансформатори;
- токоизправители;
- инвертори;
- полуавтоматични машини;
- автоматични машини;
- плазмени машини;
Трансформаторите се използват най-често в домашната работилница поради ниската си цена, а инверторите - поради своята простота и лекота на използване. Останалите изискват или специални условия на труд, постижими само в производството, или специално обучение и дълго придобиване на умения.
Трансформатор
Конструкцията на такива устройства е изключително проста - това е мощен понижаващ трансформатор, във вторичната намотка на който и включва работната електрическа верига.

Машина за заваряване на трансформатори
Предимства на трансформатора:
- непретенциозност;
- издръжливост;
- простота;
- ниска цена.
Недостатъци
- много високо тегло и размери;
- ниска стабилност на дъгата;
- Работа с променлив ток;
- Предизвиква скокове на напрежението в електрическата мрежа.
Подобна машина изисква много умения и опит от страна на заварчика. Той не е подходящ за обучение на начинаещи заварчици как да заваряват правилно.
Инвертори
Инверторната машина е много по-сложна. Инверторният блок преобразува многократно входното мрежово напрежение, като го привежда в съответствие с необходимите параметри. Чрез преобразуване на високочестотния ток размерът и теглото на трансформатора са многократно по-малки.

Инвертор
Предимства на инвертора
- Ниско тегло и размери;
- стабилно напрежение и ток във веригата;
- допълнителни функции против залепване и за горещ старт;
- възможност за прецизно регулиране на параметрите на тока и дъгата;
- не предизвиква пренапрежения в електрическата мрежа.
Инверторът има и някои недостатъци:
- висока цена;
- ниска устойчивост на замръзване.
По-добре е да започнете да се учите как да заварявате правилно с инвертор. Стабилните параметри на дъгата и допълнителните функции за улесняване на стартирането и предотвратяване на "залепването" ще позволят на начинаещия да се концентрира върху заваряването и да усвои технологията по-бързо.



Технология за електрическо заваряване
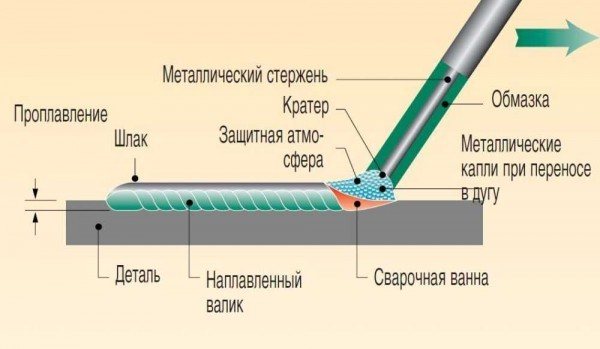
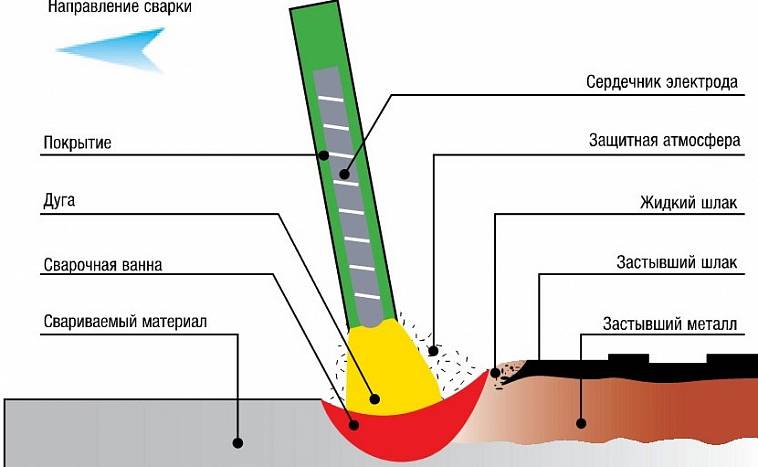
Електрическото заваряване е процес, който се влияе от високи температури, по-високи от температурата на топене на метала. При електрическото заваряване на повърхността на метала се образува т.нар. заваръчен басейн, който се запълва с разтопен електрод, за да се образува заваръчен шев.
Следователно основните условия за заваряване са запалването на дъгата, разтопяването на метала върху заваряваните детайли и запълването на заваръчния басейн с него. Въпреки привидната си простота, за необучен човек е много трудно да го направи. Първо, трябва да разберете колко бързо гори електродът, а това зависи от диаметъра му и силата на тока, както и от способността да различавате шлаката по време на заваряването на метали.
Освен това е необходимо да се поддържа равномерна скорост и правилно движение на електрода по време на заваряването (от страна на страна), така че заварката да бъде гладка и надеждна, способна да издържи на напреженията на опън.
Как да стартирате дъгата
Правилното запалване на дъгата е отправната точка за овладяване на електрическото заваряване. Най-добре е практиката да се прави върху ненужно парче метал, но то не трябва да е ръждясало, тъй като това сериозно ще затрудни задачата и може да обърка начинаещия заварчик.
Запалването на дъгата може да се извърши по два прости начина:
- Чрез бързо допиране на електрода до повърхността на детайла и след това изтеглянето му нагоре на разстояние 2-3 mm. Ако електродът се откъсне от метала по-нагоре, дъгата може да изчезне или да стане твърде нестабилна;
- Чрез прокарване на електрода по повърхността на заварявания детайл, сякаш запалвате кибрит. Докоснете метала с върха на електрода, след което го преместете на 2-3 см по повърхността (към мястото на заваряване), докато дъгата се запали.
Вторият метод за запалване на дъгата е най-подходящ за начинаещи, тъй като е най-лесен. Освен това краткото преминаване по метала загрява електрода и заваряването с него става много по-лесно.
След като дъгата е запалена, тя трябва да се държи възможно най-близо до повърхността на обработвания детайл, на разстояние не повече от 0,5 cm. Освен това това разстояние трябва да се поддържа приблизително еднакво през цялото време, в противен случай заварката ще бъде грозна и неравномерна.
Скорост на заваряване
Скоростта на задвижване на електрода зависи от дебелината на заварявания метал. Съответно, колкото по-тънка е тя, толкова по-висока е скоростта на заваряване и обратно. Опитът в това отношение ще дойде с времето, когато се научите да запалвате дъгата и започнете да заварявате малко. Снимките по-долу са илюстративни примери, за да покажат колко бързо е извършено заваряването.
Ако скоростта на заваряване е ниска, заварката ще бъде дебела и ръбовете ще бъдат силно разтопени. Напротив, ако електродът се задвижва твърде бързо, заварката е слаба и тънка, както и неравномерна. Ако скоростта на заваряване е правилна, металът запълва изцяло заваръчната вана.
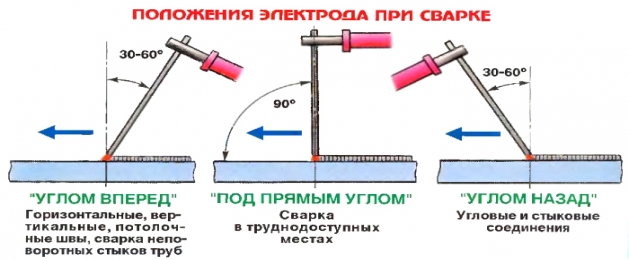
Също така, когато практикувате заваряване, се уверете, че ъгълът на електрода е правилен спрямо повърхността на метала. Ъгълът трябва да е около 70 градуса и може да се промени, ако е необходимо. По време на образуването на заваръчния шев движението на електрода може да бъде надлъжно, прогресивно и колебателно, от страна на страна.
Всяка от тези техники дава възможност да се получи желаната заварка, да се намали или увеличи нейната ширина, както и да се променят някои други параметри.